보석세공 작업용으로 사용되는
실리컨 카바이드(silicon carbide, 탄화규소)는
휠 측면에 고부하(heavy duty) 작업을 하기 위한
것이 아니라는 사실에 주의를 하여야 한다. 편평한
대형 표본의 표면들에 있는 깊게 파인 절단기 자국들을
제거할 때, 대형 실리컨 카바이드 연마 휠의 측면들을
사용하여 표면을 서서히 래핑(lapping)하는 것이
관습적이다. 현대식 실리컨 카바이드 연마 휠은
휠의 원주방향으로는 상당한 압력에 견딜 수 있지만,
휠의 측면을 상당한 압력을 지닌 중량물(heavy
mass)이 추돌(bumping)하면, 휠이 깨질 수도 있다.
휠의
측면에 대한 중량물의 추돌은 무거운 망치로 휠을
때리는 것과 같다. 이러한 종류의 취급에 견딜
것이라고 기대되는 1x12 인치(2.54x30.48 cm) 연마
휠은 없다.
광택 전에 편평한 대형 표면에
있는 절단기 자국들을 제거하기 위해서는 다음과
같은 단계들을 따른다:
(1) 100 또는 120
연마입자(grit) 휠의 측면에 표본을 서서히 래핑한다.
(2)
180 또는 220 연마입자 휠의 측면에 래핑을 계속한다.
일부 보석세공가들은 이 단계를 생략하고, 거친
연마입자 휠로부터 바로 샌더(sander)로 가지만,
보다 미세한 연마입자 휠에서 많은 시간을 보내야
샌더에서의 시간을 상쇄시킬 수 있을 것이다.
절단기
자국들은 또한, 광택 이전에 거친 연마입자의 사포(sanding
cloth) 그리고 이어서 보다 미세한 사포를 사용하므로써
편평한 표면에서 제거될 수도 있을 것이다. 그러나,
절단기에 의해서 남겨진 자국들은 연마 휠의 측면으로
제거하는 것이 효율적이고 효과적이라는 것을 알게
될 것이다.
저속운전을 할 수 없는
연마 축과 절단기 이송대에 설치된 다이어먼드
절단기는 최소한의 긁힌 자국(scratch)를 남기므로써,
샌딩과 광택 이전에 많은 양의 래핑을 제거해 준다. 적절하게
작동되고 운전되는 다이어먼드 절단기는 구식의
머드 절단기보다 더 매끄러운 표면으로 절단할
것이다.
현대식 실리컨 카바이드 연마 휠들은
공장에서 출하되기 전에 검사되므로, 적당한 속도와
압력조건들 아래에서 작동되면 날아가지 않을 것이다.
대형표본은 견고하고 안정된 압력으로 휠의 측면에
대어야 하지만, 과도한 압력과 추돌은 피해야 한다.
물이
튀는 것을 막기 위하여 연마 휠 위에 사용되는
금속판 보호대는 두꺼운 재료로 만들어야 할 것이다.
부주의한 사용으로 인해서 휠이 깨지는 경우, 조각들이
작업자에 부딪치는 것을 두꺼운 보호대가 막아줄
것이다.
|
|
|
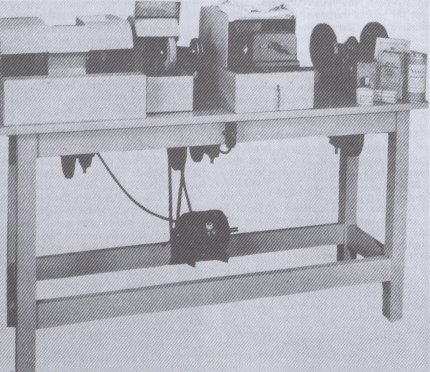
가내상점용으로 만들어진 일체형 보석세공장비로,
여러 가지의 표준부품들과 일부 자제(homemade)의 장비들이
있다. 기계는 횡축(line shaft)로 작동되며,
장비를 작동하지 않으면, 벨트(belt)들을 벗겨둘
수 있다. 2 개의 연마 휠들, 광택버프(polishing
buff), 다이어먼드 절단기와 2 개의 샌딩원판들을
포함한 완전한 한 벌을 갖추고 있다.
|
|
|