|
|
|
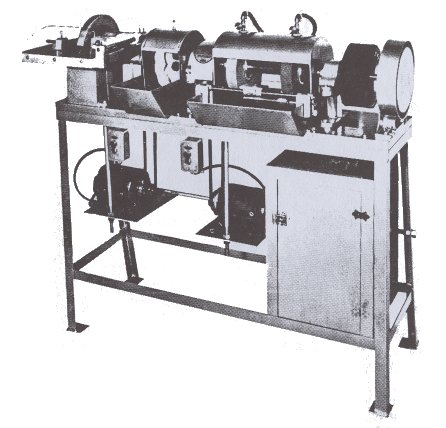
현대식의 완벽한 보석세공 기계,
편리하게 하나의 설비에
갖추어져 있다.
|
앞의 장들에서, 우리는
미가공 또는 원형 괴상의 보석재료들을 연마 휠들에
사용하기에 적당한 형상(shape)과
형태(form)로 가장 편리하게 줄이는 방법에 대하여
기술하였다. 절단작업은 보석 재료를 정의한 바와 같이
판(slab)들, 편(slice)들 또는 조각(section)들로 줄이는
것이다. 절단작업은 샌딩(sanding, 미세연마)와 최종
광택이전의 최종형상화에서 연마 휠들로 하여야 할
작업의 양과 시간을 확실하게 줄여줄 것이다.
캐버션(cabochon)이나
패시트(facet)
연마가공에만 관심을 지닌 일부 보석 연마가공가들은
절단장비를 갖추지 않을 수도 있을 것이다. 절단되어
있는 보석재료의 조각들을 공급상점들로부터 즉시
구입할 수 있으며 그것들은 일반적으로 가공용(blank)
또는 예비성형(preform)이라는
상표명으로 판매되고 있다. 가공용은 사각형 또는
직사각형의 조각들로 절단작업이 필요하지 않으며,
연마 휠들로 원하는 형상으로 바로 작업된다. 예비성형들은
이미 형상화되어 있어서 최종 샌딩과 광택만이 남아
있다.
연마 휠들은 여러 가지 캐버션
스타일(style)들의
형상(shape)화,
패시트 연마가공이전의 재료의 거친 가공(roughing
out)과 표본들의 면(face)들을 작업하기 위하여 보석세공산업에서
꾸준히 사용되고 있다. 가장 보편적으로 사용되는 연마
휠들은 크리스털런(Crystolon)과 카버런덤(carborundum)를
포함한 여러 가지의 상표명들로 판매되고 있는 실리컨
카바이드(silicon carbide, 탄화규소) 휠들이다. 이
휠들은 때때로 금강사(emery, 에머리)라고 불리지만,
현재 금강사(emery)(광물강옥의 불순물 형태)는 현대식
전기로 제품- 실리컨 카바이드 - 에 붙여지고 있다.
연마
휠들의 유효속도는 대략 분당 6,000 피트(1,828.8 m)의
표면속도이다. 그러므로, 1,910 rpm의 속도에는 12
인치(30.48 cm) 휠이 적당할 것이다. 연마 휠들은 더
늦은 속도로 작동시키면, 연마가공 효율은 크게 감소할
것이다. 물론, 아주 빠른 속도들은 위험하며 휠의 급속한
마모를 의미한다. 12 인치 휠에 대한 연마 축 직경은
1 인치(2.54 cm)이어야 한다. 아주 작은 톱날
축에 대형 휠을 설치하면 위험하다.
연마 축에는
일반적으로 한 편에 하나씩, 2 개의 연마 휠들이 설치된다.
No.100 연마입자(grit) 휠은 거친 가공과 빠른 절단에,
그리고 No.220 연마입자는 캐버션의 최종 형상화에
사용할 수 있다. 단백석(opal)과
공작석(malachite)과
같이 부드러운 보석들은 보다 미세한 연마입자 휠로
모두 작업할 수 있다. 이 형태의 부드러운 재료들은
실제적으로 휠이 거의 마모되지 않는다.
이
휠들은 그것들을 계속해서 젖게 하기에 충분한 물과
함께 작동되어야 한다. 물은 작은 동관(copper tubing
pipe)로 휠에 공급될 수 있다. 수밀연마 구역으로 배수하여야
한다. 물론 휠들에는 튐 방지가 있어야 한다. 작은
장비들에서, 연마 휠들에 물을 순환시키는 위한 대체방법으로
물 저장구역으로 마련하는 것이다. 휠의 끝 단이 물에
잠겨서 운전된다. 정확하게 설계된 이 형태의 장비들은
완벽한 만족을 나타낸다.
실리컨 카바이드 휠들은
접착제들뿐만 아니라 다양한 연마입자들로 만들어진다.
정확한 접착제를 사용하는 것이 중요하다. 금속연마에
적합한 휠은 광물과 보석 작업물에는 전혀 적합하지
않을 수도 있다. 단단한 접착제는 일반적으로 휠의
경제성을 의미하지만, 절단속도가 늦고, 아주 부드러운
접착제는 빠르게 절단할 수 있지만, 휠의 급속한 마모를
보여준다.
보석세공품 판매업자로부터 연마
휠들과 연마입자들을 구입하면, 적당하게 접착된 휠을
구할 수 있다. 철물점의 직원은 보석세공산업의 요구사항들에
익숙하지 않을 수도 있다.
모든 연마 작업들은
작업물을 견고하게 잡고 팔뚝과 팔꿈치를 받침대에
대고 작업물을 휠의 원주에서 대어 행한다. 캐버션된
돌들의 모양내기(fashioning)의
대부분은 휠의 원주에서 행해진다. 휠의 측면들은
돌의 바닥을 편평하게 하거나 표본들에 편평한 표면을
연마할 때 사용된다.
|
|
|
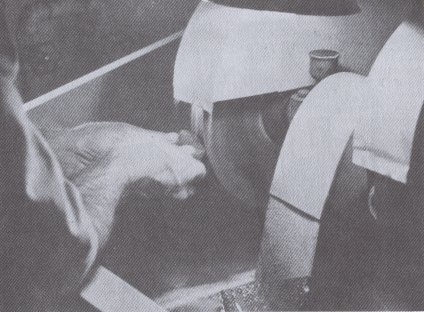
대부분의 연마작업들은
작업물과 휠을 냉각하고 세척하기 위하여
물이 풍부하게 공급되는 실리컨 카바이드
연마 휠의 원주에서 행해진다. 휠에는
튐을 방지하기 위한 덮개가 있다. 대부분의
기계들은 거친(100 grit)과 미세(220 grit)
휠들을 갖고 있다. 이 연마 축 앞에는
팔들을 지지하기 위한 견고한 받침이 있다.
|
|