Сж: ПЉБтПЁ БтМњЕШ ЦаНУЦЎ(facet)
ПЌИЖАЁАјРЧ БтЙ§РЧ ИЙРК КЮКаРК Oregon, PortlandРЧ
Fred S. YoungРЧ ПЌБИПЭ НЧЧшПЁ РЧЧб АЭРЬДй. YoungРК
ЛѕЗЮПю КИМЎММАј ПЌИЖРчЕщАњ ЦаНУЦЎ ПЌИЖАЁАј РхКёЕщРЧ
ИЙРК АЭЕщРЛ НЧЧшЧб МБЕЕРкРЬОњДй.
РЬ ПЌБИЕщАњ
НЧЧшЕщРК 1933 ГтАњ 1943 Гт ЛчРЬПЁ РЬЗчОюСГРИИч,
РкММЧб АсАњЕщРК Mineralogist MagazineРЧ ПЉЗЏ
ТЪЕщПЁ АЩУФМ УтЦЧЕЧОњДй. РЬ КИМЎММАј БтЙ§РЧ
ЛѓДчЧб КаЗЎРК Бз РЬШФЗЮ КИМЎММАјЛъОїПЁМ ЧЅСиРИЗЮМ
ГЮИЎ УЄХУЕЧОюПдОњДй. РЬРЧ ДыКЮКаРК ДйНУ УтЦЧЕЧОњДТЕЅ,
ЖЇЖЇЗЮ УтУГИІ РЮПыЧЯБтЕЕ ЧЯПДСіИИ, РкСж РжСіДТ
ОЪОвДй.
ОжШЃАЁДТ КИМЎЕщРЛ ЦаНУЦЎ НКХИРЯ(style)ЗЮ
ПЌИЖАЁАјЧЯДТ РлОїПЁ ИИСЗЧвБюПф? Бз ПИСРкАЁ
ЛѓДчЧб СЄЕЕРЧ БтМњРћРЮ ДЩЗТ, КИМЎ БЄЙА(mineral)ПЁ
ДыЧб СіНФАњ ПЙМњРЛ НЧЧрЧЯАэРк ЧЯДТ РЮГЛИІ СіДЯАэ
РжДйИщ, Бз ДфРК "ПЙ"РЬДй.
БзЗЏГЊ,
УЪНЩРкДТ ФГЙіМЧ(cabochon)
ПЌИЖАЁАјРЧ ПЙМњРЛ НРЕцЧв ЖЇБюСі ЦаНУЦЎ ПЌИЖАЁАјРЛ
НУЕЕЧиМДТ ОШЕШДй. ЦаНУЦЎ ПЌИЖАЁАјПЁДТ ДыУМРћРИЗЮ
ЧіРњЧб СЄЕЕРЧ КёЙаНКЗЏПю МїЗУРЬ ПфБИЕЧСі ОЪДТДй.
БзЗЏГЊ, ФГЙіМЧ РлОїКИДй ШЎНЧШї Дѕ ОюЗЦДй. ЦаНУЦЎ
ПЌИЖАЁАјРЧ НЧСІ БтМњЕщРК УжАэРЧ Лі, БЄШжЕЕ(brilliance)ПЭ
ПмАќ(appearance)РЛ ОђБт РЇЧЯПЉ РћР§ЧЯАд СпНЩРЛ
РтАэ(СЄРЇ(orienting)ЧЯАэ)
ПЌИЖАЁАјЧиОп ЧЯДТ ЙЎСІПЁ КёЧЯПЉ ЛѓДыРћРИЗЮ АЃДмЧЯИч,
АцЧшПЁ РЧЧиМИИ ЙшПя Мі РжДй. ПЙИІ ЕщИщ, АцЧшРЬ
ИЙАэ АэЕЕЗЮ МїЗУЕШ ЛѓОїРћРЮ ЦаНУЦЎ ПЌИЖАЁАјАЁДТ
АЁАјЕЧСі ОЪРК УЛЛіРЧ УЛПС(sapphire)
РкАЅ(pebble)РЛ
НУЧшЧЯПЉ МБХУЧб Лі КЮРЇАЁ СИРчЧЯДТ СіРЧ ПЉКЮИІ
АсСЄЧбДй. БзИЎАэ ГЊМ, БзДТ ССРК ЛіРЬ КИМЎ РќУМПЁ
ГЊХИГЏ Мі РжЕЕЗЯ (РЯЙнРћРИЗЮ ХЇИД(culet)
БйУГ) Лі КЮРЇИІ МБХУЧв АЭРЬДй. АцЧшРЬ ОјАэ МїЗУЕЧСі
ОЪРК ЦаНУЦЎ ПЌИЖАЁАјАЁДТ ОЦИЖЕЕ РЬЗЏЧб СОЗљРЧ
АЁДЩМКРЛ ПЯРќШї АЃАњЧв МіЕЕ РжРЛ АЭРЬДй.
Мі
ММБтЕПОШ, МїЗУЕШ ЦаНУЦЎ ПЌИЖАЁАјАЁДТ ШЧИЂЧб
КИМЎ ЕЙЕщРЛ ПјНУРћРЮ РхКёЗЮ И№ОчГЛБт(fashion)ИІ
ЧЯПДРИИч СОСО ЕЙЕщРЧ БЄЧаРћРЮ МКСњРЛ РќЧє ОЫСі
ИјЧпДй.
БзЗЏГЊ, ПЉЗЏ ЧиПЁ
АЩУФ АцЧшАњ ЧьОЦИБ Мі ОјРЬ ИЙРК НЧЧшРИЗЮ, УжАэРЧ
АЂ(angle)ЕщАњ СпНЩРтБтИІ НРЕцЧпДй. ПРДУГЏПЁМЕЕ СЖТї, УцКаШї ДЩЗТРЬ РжДТ
РЯКЮ ЦаНУЦЎ ПЌИЖАЁАјАЁЕщРК ПРЗЃ ММПљЕПОШ ЛчПыЕЧОю
ПдДј ААРК ЧќХТРЧ РхКёПЭ БтЙ§РЛ ЛчПыЧЯАэ РжДй.
ЦаНУЦЎ
ПЌИЖАЁАјПЁМДТ КИМЎПЁ МіИЙРК РлАэ ЦэЦђЧб ЧЅИщЕщ(ЦаНУЦЎ(facet)Ещ)РЧ
ЙшФЁИІ АэЗСЧиОп ЧбДй. БзАЭЕщРК ДыФЊРћРИЗЮ ГѕПЉСЎ
РжОюОп Чв ЛгИИ ОЦДЯЖѓ, ХзРЬКэ(table)ПЁ
ДыЧЯПЉ СЄШЎЧб АЂЕщЗЮ АцЛчСЎ РжОюОп ЧбДй. РЬАЭРЬ
РЯКЮ КИМЎ ЕЙЕщРЧ БЄШж(brilliance)
ЖЧДТ Л§Иэ(life)РЧ КёЙаРЬДй. АЁАјЕЧСі ОЪРК КИМЎ
ЕЙЕщРК РЯЙнРћРИЗЮ ИХЗТРћРЬСі ОЪРИИч ОЦИЖ ЙЎПмЧбПЁ
РЧЧиМ ЦѓБтЕЧБт АцПьАЁ ИЙРЛ АЭРЬДй. АцЧшРЬ ОјДТ
ЛчЖїРК АЁАјЕЧСі ОЪРК ЛѓХТРЧ ДйРЬОюИеЕх(diamond)
ЖЧДТ ЙЋЛіРЧ ЧГНХРкМЎ(zircon)РЛ
БзГЩ СіГЊУЦРЛ АЭРгПЁДТ РЧЙЎРЧ ПЉСіАЁ ОјДй. АЁАјЕЧСі ОЪДТ СЖАЂЕщРК
МїЗУЕШ КИМЎММАјАЁРЧ
МеРЛ АХУФОпИИ, ХѕИэЕЕ,
ЙнЛч(reflection),
БЄХУ(luster),
ЛіАњ БЄШжАЁ КаИэШї ИэШЎЧиСјДй.
ЦаНУЦЎ
ПЌИЖАЁАј КИМЎРЛ РћР§ЧЯАд И№ОчГЛБтЧЯДТ ЕЅПЁДТ
БзАЭРЧ БЄЧаРћ
МКСњ(optical property)ЕщАњ АќЗУЕШ РчЗсРЧ
СЄРЇ(orient),
Шь(flaw)ЕщАњ
ПмКЮАсЧд(blemish)ЕщРЧ
СІАХ, КЮРћР§Чб Лі КЮРЇЕщ, КИМЎРЧ ПЉЗЏ КЮКаПЁ
ДыЧб КёРВ(proportion),
ЦаНУЦЎЕщРЧ РћР§Чб АцЛч БзИЎАэ АЁНУРћРЮ БмШљ
РкБЙЕщРЬ ОјДТ УжСО ИЖЙЋИЎИІ ЦїЧдЧЯАэ РжДй.
ЛчПыЕЧДТ
ЙцЙ§Ещ
|
|
|
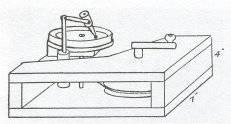
1895 Гт Colorado, Fort CollinsРЧ
B.O. LongyearАЁ ИИЕщОю ЛчПыЧб УЪБтРЧ
МіЕП ЦаНУЦЎ ПЌИЖАЁАјРхФЁ. LongyearООДТ
ЙЬБЙРЧ УЪБт ЦаНУЦЎОжШЃАЁЕщ СпРЧ
Чб ЛчЖїРЬОњДй. РЬ РхФЁДТ СжЗЮ ИёРчЗЮ
ИИЕщОюСГРИИч ПЌИЖАЁАјПы РлОїРк ПјЙнРЬ
КЮТјЕЧОю РжДй. Чб МеРИЗЮ ХЉЗЉХЉ Шй(crank
wheel)РЛ ЕЙИЎИщМ ДйИЅ МеРИЗЮ ЄРЧ АЁЗЮДы(arm)РЛ
СЖСЄЧпДй.
|
КИМЎ ЕЙЕщПЁ ЦаНУЦЎЕщРЛ ПЌИЖАЁАјПЁ
ЧЯДТ ЕЅПЁ ЛчПыЕЧДТ ПЉЗЏ АЁСіРЧ БтУЪРћРЮ ЙцЙ§ЕщРЬ
РжДй. РЬ ЙцЙ§ЕщРК 2 АЁСіРЧ РЯЙнРћРЮ СОЗљЕщЗЮ
КаЗљЧв Мі РжДй - УЙТА, КИМЎРЛ НКЦН(stick)
ЖЧДТ ЄПЁ СЂТјЧб ЕкПЁ, ПјЙн(lap)РЧ ЧЅИщПЁ СїАЂРИЗЮ
М РжДТ СїИГБтЕе(upright post)ПЁ ДыАэ МеРИЗЮ
КйРтДТ ЙцЙ§РЬДй. РЬ ЙцЙ§РК АЁРх ПРЗЁЕШ АЭРИЗЮ
Мі ММБтЕПОШ ЛчПыЕЧАэ РжДй. ЕбТА ЙцЙ§РК ЄРЛ
КйРтАэ ПЉЗЏ АЁСіРЧ АЂЕщРЛ СжАэ БзИЎАэ ЦаНУЦЎЕщРЬ
РћДчЧб РЇФЁПЁ ГѕРЬЕЕЗЯ БтАшРћРЮ МіДмПЁ РЧЧиМ
КИМЎРЬ ШИРќЧЯАд ЧЯДТ БтАшРћРЮ МіДмРИЗЮ БИМКЕЧОю
РжДй. РЬ ЙцЙ§РК "ОжШЃАЁ"ПЁАд БЧРхЕШДй.
ЄРЛ
МеРИЗЮ КйРтДТ ПРЗЁЕШ ЙцЙ§ПЁМ, ЦаНУЦЎЕщРЧ ПЉЗЏ
АЁСіРЧ ПЕщРЧ АЂ(angle)ЕщРК ЄРЧ ГЁРЛ СіСжИЛЖв(jamb
peg) ЖЧДТ КИМЎИЛЖв(gem peg)ЖѓАэ КвИЎДТ БтЕеПЁ
ЛѕБф Бн(notch)ПЁ ДмМјШї РћР§ЧЯАд ГѕРИЙЧЗЮНс
ОђОюСјДй.
РЬ ЙцЙ§РИЗЮ РлОїРЛ РпЧЯБт
РЇЧиМДТ, ПЌНРАњ АцЧшПЁ РЧЧиМ ОђОюСњ Мі РжДТ
ОюДР СЄЕЕРЧ МїЗУРЬ ПфБИЕЩ АЭРгРЬ КаИэЧЯДй. ЕПОчРЧ
УЕКЮРћРЮ ПЌИЖАЁАјАЁЕщРЧ ДыКЮКаРЬ РЬЗЏЧб
СОЗљРЧ РхФЁИІ ЛчПыЧЯИч ИЙРК ЛѓОїРћРЮ ПЌИЖАЁАјАЁЕщРЬ
РЬ ЙцЙ§РЛ ЛчПыЧбДй. КИМЎИЛЖвРК КИМЎРЬ ПјЧЯДТДыЗЮ
КќИЃАХГЊ ДЪАд ШИРќЧв Мі РжДТ БтАшРћРЮ ЙцЙ§КИДй ЖбЗЧЧб
РхСЁРЛ СІАјЧбДй. РЬАЭРК ПЌИЖАЁАјРЛ РЇЧб ДЋБнРЛ БпАХГЊ
КИМЎ ЕЙРЧ МеЛѓЕШ КЮКаРЛ РчПЌИЖАЁАјЧЯДТ ЕЅПЁ ОЦСж
РЏПыЧЯДй.
|
|
|
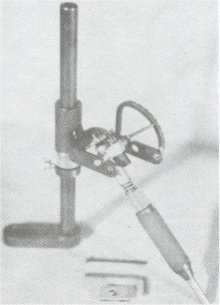
ОжШЃАЁПЭ РќЙЎРћРЮ ПыЕЕ И№ЕЮПЁ РћДчЧб
БтАшРћРЮ ЦаНУЦУ ЕЮКЮ(faceting head).
МіСї АЂЕЕБтДТ ЦаНУЦЎ АЂРЛ ГЊХИГНДй.
ЦаНУЦЎ РЇФЁЕщРК Є АЁЗЮДы(dop arm)РЧ
ДЋБн(indexing)ПЁ ЕћЖѓ СЖР§ЕШДй. ГєРЬПЭ АЂРЧ ЙЬМвСЖСЄРК
ЙЬММСЖР§Бт(cheater)ЕщПЁ РЧЧиМ РЬЗчОюСњ
Мі РжДй.
|
ПЉБтПЁМ МГИэЧЯДТ БтАшРћРЮ
ЦаНУЦЎ ПЌИЖАЁАј РхФЁЕщРК РћР§Чб АЂРИЗЮ КИМЎРЛ КйРтРЛ
ЛгИИ ОЦДЯЖѓ, РлОїРкАЁ ЕЙПЁ РћР§Чб АЃАнРИЗЮ ЦаНУЦЎЕщРЛ
Еб Мі РжЕЕЗЯ Чи СиДй. УЪНЩРкДТ РЬЗЏЧб СОЗљРЧ ЕЕПђОјРЬ
РлОїЧЯБт ОюЗЦДйДТ АЭРЛ ОЫАд ЕЩ АЭРЬДй. 32 АГРЧ АЃАнРИЗЮ
ДЋБнРЬ ЛѕАмСј ШйРК РлОїРкАЁ ЦаНУЦЎЕщРЛ РћР§Чб АЃАнРИЗЮ
СЄШЎЧЯАд ГѕРЛ Мі РжАд Чи СиДй. БзЗЏЙЧЗЮ, 4 ЖЧДТ
8 ЖЧДТ 16 АГРЧ ЦаНУЦЎЕщРЬ РЯЗФЗЮ ГѕПЉ РжРИИщ, РхФЁИІ
ДмМјШї ИТУпБтИИ ЧЯЙЧЗЮНс(setting), ААОЦСњ Мі РжДй.
РЬАЭРК ПЌИЖАЁАјАЁЗЮ ЧЯПЉБн НЧСІЗЮ ПЌИЖАЁАјЕЧАэ РжДТ
КЮРЇИИРЛ УФДйКИСі ОЪЕЕЗЯ Чи СиДй. АдДйАЁ, ШИРќАЁЗЮДы(swing
arm)ПЭ СЂСіПЌАсКЮ(hinge joint)АЁ РжОюМ, КИМЎРЬ
ПјЙн Шй(lap wheel)РЧ ЧЅИщ РЇИІ АЁЗЮСіИІ Мі РжРИИч
ЦаНУЦЎПЭ РЇФЁАЁ ЙўОюГЕДТСіИІ АЫЛчЧЯБт РЇЧЯПЉ ЕщОюПУИБ
Мі РжДй. КИМЎРЧ БњОюСј ЦаНУЦЎДТ БтАшРћРЮ ПЌИЖАЁАјРхФЁИІ
ЛчПыЧЯПЉ ДйНУ ПЌИЖАЁАјЧЯАэ БЄХУРЛ ГО Мі РжСіИИ,
БњСј КЮРЇПЁ РћР§ЧЯАд СпНЩРЛ РтБтПЁДТ ДйМв ОюЗСПя
АЭРЬДй. БзЗЏГЊ, МіМБЕЧАХГЊ МіИЎЕШ КИМЎ ЕЙРК Бз КЛЗЁРЧ
БЄШжИІ АХРЧ СіДЯАэ РжСі ОЪРИИч (ЛіРЛ ЧтЛѓНУХАБт
РЇЧЯПЉ ПЌИЖАЁАјЕШ ЕЙРЬ ОЦДб), ПЯРќШї РчПЌИЖАЁАјЧЯПЉ
Бз ХЉБтДТ РлОЦСіСіИИ Бз КЛЗЁРЧ ОЦИЇДйПђРК АЃСїЧв
Мі РжОюМ Дѕ ССРЛСіЕЕ И№ИЃБт ЖЇЙЎПЁ, РЬАЭРК ДйМв
СпПфЧЯСі ОЪДй.
МіЦђПюРќ ПјЙнРК ЛѓОїРћРЮ ПыЕЕЗЮ
КИЦэРћРЬИч УЪКИРкПЁАд БЧРхЕШДй. КИМЎ ЕЙЕщРЧ ЦаНУЦЎЕщПЁ
БЄХУРЛ ГЛДТ АЭРК ПјЙнПЁ БЄХУРчРЧ РћР§Чб РЯАќМКРЛ
РЏСіЧЯДТ АЭПЁ ХЉАд СТПьЕШДй. РЬАЭРК МіЦђПјЙнПЁМ
ШЮОР Дѕ Рп РЬЗчОюСјДй.
ПјЙн ШйРЧ МгЕЕ
ПјЙн
Шй РхФЁ Бз РкУМДТ ССРК БтЗЎРЛ РЇЧб СпПфЧб РЮРкРЬДй.
РЬАЭРК КЃОюИЕЕщПЁ СјПјРИЗЮ ПюРќЧЯАэ УјИщГюИВРЬ ОјЕЕЗЯ
ИИЕщОюСЎОп ЧЯИч, БзИЎАэ КЏМгРЬ АЁДЩЧЯПЉОп ЧбДй.
ЦаНУЦЎЕщРЧ ПЌИЖАЁАјПЁ РжОюМ МгЕЕДТ СпПфЧб РЮРкАЁ
ОЦДЯСіИИ, БЄХУРЛ ГО ЖЇ, АэМгРК ЧЪМіРћРЬ ОЦДЯДй.
ДыЗЋ 100 rpmРЧ МгЕЕЗЮ ШИРќЧЯДТ 8 РЮФЁ(20.32 cm)
ПјЙнРЬ ДйРЬОюИеЕх(diamond)ПЭ
УЛПС(sapphire)
РЬПмРЧ ЛчНЧЛѓ И№Еч КИМЎ ЕЙРЧ БЄХУПЁ БЧРхЕШДй. ДйРЬОюИеЕх
ПЌИЖАЁАјРК ОжШЃАЁРЧ ПЕПЊ ЙлРЬИч РЬ РлОїРК РЬ КИМЎПЁДТ
РћПыЕЩ Мі ОјДй.
|
|
|
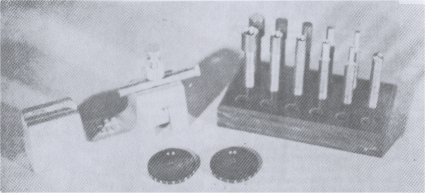
ЦаНУЦУ ЕЮКЮПы КЮМгЧАЕщ. КэЗЯ(block)ПЁ
ПЉЗЏ АЁСі ХЉБтРЧ БнМг ЄЕщРЬ КИРЮДй.
РЬАЭЕщРК ПЙКёМКЧќ(preform)ЕШ
ЕЙРЛ РхТјЧЯБт РЇЧб ПјУпЧќРЧ ПђЧЋ ЦФРЮ
КЮРЇИІ СіДЯАэ РжДй. ПоТЪПЁ КИРЬДТ АЭРК
ЄЧЮАњ ЄЧЮРќРЬПы V-КэЗЯРЬДй. Ое ТЪПЁДТ
ПЉЗЏ АЁСі ЧќХТРЧ ЦаНУЦЎ ПЌИЖАЁАјПЁМ
ДЋБнРЛ ИТУпДТ ЕЅПЁ ЛчПыЕЧДТ 2 АГРЧ ДЋБн
ЦЧ(index plate)ЕщРЬ РжДй. ЦЧЕщПЁДТ 32,
48, 64ПЭ 96АГРЧ ЛѕБш Бн(notch)ЕщРЬ РжДй.
|
ЦаНУЦЎ ПЌИЖАЁАјПЁ БЧРхЕЧДТ
МіЦђПюРќ ПјЙнРК АэЧќ СжСЖ(solid casting)Ањ КёНб
ПјЙнЕщРЬ СІАХЕЧДТ ЧќХТРЬДй. 1 РЮФЁ(2.54 cm) ЕЮВВ
БзИЎАэ МБЙнПЁМ СјПјРИЗЮ ИИЕщОюСј ИЖНКХЭ АэЧќ СжУЖПјЙн
(master solid cast iron lap)РК ГЊЛчАЁ РжДТ КМЦЎ(bolt)ИІ
РЎ ГЪЦЎ(wing nut)ЗЮ РхТјЧЯБт РЇЧЯПЉ СпНЩРИЗЮ АцЛчСЎ
РжДй. РЬАЭРК АэЧќ СжСЖ ПјЙнПЁИИ ПфБИЕШДй. ПЌИЖПЭ
БЄХУ, ПЌИЖАЁАј И№ЕЮПЁ ЛчПыЕЧДТ И№Еч УпАЁРћРЮ ПјЙнЕщПЁДТ
ОуРК Е№НКХЉ(disk)ЕщРЛ ЛчПыЧв Мі РжДй. ЙкЦЧ БнМгЛѓСЁЕщРЬ
СпНЩПЁ СЄШЎЧЯАд БИИлРЬ ГЊРжАэ ЦэЦђЧЯАд ШИРќЧЯДТ
РЬЗЏЧб СОЗљРЧ ПјЙнРЛ АЎУпАэ РжДй. РЬАЭЕщРК ЧЛХЭ(pewter,
СжМЎЧА) Ањ УЛЕПРЛ ЦїЧдЧб ИЙРК ЧеБнЧќХТРЧ ОѓЗчИгГб(aluminum)ПЁМ
ОЦПЌ(zinc)БюСі И№Еч БнМгРИЗЮ БИРдЧв Мі РжДй. ИЖНКХЭ
СжУЖПјЙнПЁ ПУЗС ГѕДТ РЬ ЙкЦЧ БнМгПјЙнЕщРЧ РхСЁРК
ИЙДй. СжМЎ ЖЧДТ БИИЎЗЮ ЕШ ЦЏКАЧб АэЧќ СжСЖПјЙнРК
АЊРЬ 10 Кв РЬЛѓРЯ Мі РжАкСіИИ БнМг Е№НКХЉПјЙнРК
ИэИёЛѓРЧ ОзМіЗЮЕЕ НБАд БИРдЧв Мі РжДй. АдДйАЁ, ЙкЦЧ
БнМгПјЙнЕщРЧ ОчИщ И№ЕЮИІ ЛчПыЧв Мі РжДй. ПјЙнЧЅИщРЬ
НЩЧЯАд ДтОЦСіИщ ЦѓБтЧЯАэ ОЦСж РћРК КёПыРИЗЮ ЛѕЗЮПю
ПјЙнРЛ РхИИЧв Мі РжДй. АЃДмШї ИЛЧиМ, ЛѕЗЮПю Е№НКХЉПјЙнРК
ЕЮВЈПю СжСЖПјЙнРЧ ЧЅИщРЧ БтАшАЁАј(machining)КИДй
РњЗХЧб КёПыРИЗЮ БИРдЧв Мі РжДй. ИЖСіИЗРИЗЮ, ДыКЮКаРЧ
ЦаНУЦЎ ПЌИЖАЁАјАЁЕщРК МЗЮ ДйИЅ МіИЙРК ПЌИЖРчЕщРЛ
ЛчПыЧЯДТ АќАшЗЮ, РЯКЮ ЦЏКАЧб ПЌИЖРч ЖЧДТ РЯКЮ ЦЏКАЧб
КИМЎ ЕЙПЁ АЂАЂ ЧЯГЊОП АЎУпБт РЇЧЯПЉ МіИЙРК ПјЙнЕщРЛ
АЎАэ РжОюОп Чв АЭРЬДй. ПЙИІ ЕщИщ, МЎПЕ(quartz)
КИМЎЕщПЁ БЄХУРЛ ГЛБт РЇЧЯПЉ АЎУпОюОп ЧЯДТ ЦЏКАЧб
ПјЙнРК Дѕ ДмДмЧб ЕЙЕщПЁДТ ЛчПыЧЯСі ОЪРИЙЧЗЮНс, МЎПЕПЁ
БмШљ РкБЙЕщРЛ ИИЕщ МіЕЕ РжРЛ ОюЖВ КИДй ДмДмЧб
КИМЎБЄЙАРЧ СЖАЂЕщЗЮ ЧЅИщРЬ ПРПАЕЩ АЁДЩМКРЛ ЧЧЧв
Мі РжДй.
ПјЙнРЧ СОЗљ
ДыКЮКаРЧ
ЦаНУЦЎ ПЌИЖАЁАјАЁЕщРК ЦаНУЦЎЕщРЛ ПЌИЖАЁАјЧЯАэ БЄХУРЛ
ГЛДТ ЕЅПЁ ПЉЗЏ АЁСіРЧ МЗЮ ДйИЅ ПјЙнЕщРЛ ЛчПыЧЯДТЕЅ,
РЬАЭЕщПЁДТ РЯЙнРћРИЗЮ УЖ, БИИЎ, УЛЕП, СжМЎАњ ЧЛХЭ(pewter,
СжМЎЧА)РЬ ЦїЧдЕШДй. БИИЎ ПјЙнРК НЧИЎФС ФЋЙйРЬЕх(silicon
carbide) ЖЧДТ NorbideИІ ЛчПыЧб ЦаНУЦЎЕщРЧ ПЌИЖАЁАјПЁ
ИИСЗНКЗЏПя АЭРЬДй; РЯКЮ РлОїРкЕщРК УЛЕП ЖЧДТ ГГ(lead)
Е№НКХЉЕщРЛ МБШЃЧбДй. БЄХУПыРИЗЮ, СжМЎАњ ЧЛХЭ Е№НКХЉЕщРЬ
АЁРх КИЦэРћРИЗЮ ЛчПыЕЧДТ АЭ ААДй. УЖ ПјЙнРК УЛПСРЛ
Р§ДмЧЯДТ ЕЅПЁ ЛчПыЕШДй. КЮЕхЗЏПю ШИЛі УЖ СжСЖДТ
АЁРх ССРЛ АЭРЬДй. ЦчЦЎПЭ ААРЬ ОЦСж КЮЕхЗЏПю
ПјЙнЕщАњ КёНСЧб РчЗсЕщРК ЦаНУЦЎЕщРЬ ИЖСжФЁДТ И№МИЎЕщАњ
АЂЕщРЛ ЕеБлАд ИИЕщЗСДТ АцЧтРЬ РжДТ АќАшЗЮ ЦаНУЦЎ
БЄХУПЁДТ РћДчЧЯСі ОЪДй. ЦаНУЦЎЕщРЬ ЧеУФСіДТ ПЙИЎЧб
МБЕщРК ССРК БтЗЎРЧ ЧЅНУЕщРЬДй.
ПЌИЖРчАЁ ЦЂДТ
АЭРЛ ИЗБт РЇЧЯПЉ ПјЙн Шй СжРЇПЁ СІАХЧв Мі РжДТ ГЗРК
ЦІ ЙцСіДы(splash pan)РЬ РжДй. БзЗЏГЊ, ПЌИЖАЁАјАњ
БЄХУ И№ЕЮПЁ БЧРхЕЧДТ 100 rpmРЧ РњМгРК ПЌИЖРч ЖЧДТ
БЄХУРчИІ АХРЧ ЦЂБтСі ОЪРИЙЧЗЮ, РЬАЭРК СпПфЧЯСі ОЪРЛ
АЭРЬДй.
ДйРЬОюИеЕх ПјЙн(Diamond
Laps)
СіГ МіГтЕПОШ ДйРЬОюИеЕх СжРд
БнМгПјЙн ШйЕщРЬ ПЉЗЏ СІСЖОїУМЕщПЁ РЧЧиМ МвАГЕЧОњРИИч,
РЬАЭЕщРК ЦаНУЦЎ ПЌИЖАЁАј КаОпПЁ ГЮИЎ УЄХУЕЧАэ РжДй.
ЧеМК
УЛПС(synthetic sapphire)Ањ ААРЬ ДмДмЧб РчЗсЕщРЛ
УыБоЧЯИщМ, ДйРЬОюИеЕх ПјЙнРЬ ЕЙПЁ ЦаНУЦЎЕщРЛ ПЌИЖАЁАјЧЯДТ
ЕЅПЁ ГЮИЎ ЛчПыЕЧАэ РжДй. РЬ ДйРЬОюИеЕх СжРд ПјЙнЕщРК
АјБоЛѓСЁЕщПЁ РЧЧиМ ЦЧИХЕЧАэ РжРИИч, ДйОчЧб ХЉБтРЧ
ПЌИЖРдРк(grit)ЕщРЛ БИРдЧв Мі РжДй.
УЛПС(sapphire)ПЭ
ААРЬ ДмДмЧб КИМЎ РчЗсЕщПЁ РжДТ ЦаНУЦЎЕщПЁ БЄХУРЛ
ГЛДТ АЭРК РЬРќПЁДТ ЦЎИЎЦоИЎ(tripoli)ИІ ЛчПыЧб УЖ
ПјЙнПЁМ РЬЗчОюСГДй. РЬАЭРК ШПАњРћРЬОњСіИИ, ОЦСж
ДРЗШДй. УЛПСЕщРЛ ЦїЧдЧб ИЙРК ЦаНУЦЎ ПЌИЖАЁАј КИМЎЕщРК
РЬСІ ИЖРЬХЉЗЮ(micro) ХЉБтРЧ ДйРЬОюИеЕх ПЌИЖРдРкЕщРЛ
ЛчПыЧб БнМг ПјЙнПЁМ БЄХУЕЧАэ РжДй. РќПЁДТ ИЖРЬХЉЗЮ
ХЉБтЗЮ ЕюБоРЬ ГЊДЉОюСј ДйРЬОюИеЕх ПЌИЖРдРкЕщРЬ ОјОњРИИч
БзАЭЕщРЧ МвАГДТ ОжШЃАЁПЭ ЛѓОїРћРЮ ЦаНУЦЎ ПЌИЖАЁАјАЁЕщ
И№ЕЮПЁАд ФПДйЖѕ РКЧ§АЁ ЕЧОњДй. РЬ ИЖРЬХЉЗЮ ПЌИЖРдРкЕщРЧ
АЁАнРК БИЧќРЧ ЧЅСиБЄХУРчЕщКИДй ШЮОР Дѕ КёНбЕЅ, РЯКЮ
КИМЎЕщПЁ ДыЧиМДТ РќРкАЁ Дѕ ШПАњРћРЬИч БЄХУРлОїПЁ
МвЗЎИИРЬ ПфБИЕШДй.
ЦаНУЦЎ ПЌИЖАЁАј РхФЁ
|
|
|
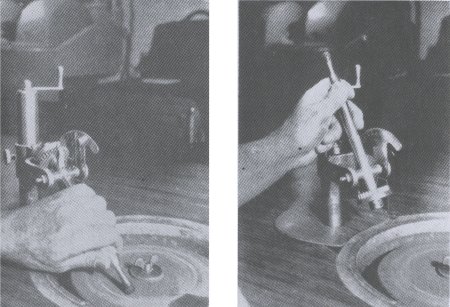
ЧіДыНФ
БтАшРћРЮ ЦаНУЦЎ ПЌИЖАЁАј
РхФЁЕщРК ПЌИЖАЁАјАЁЗЮ ЧЯПЉБн
КИМЎ СжРЇПЁ РћР§Чб АЃАнРИЗЮ
ЦаНУЦЎЕщРЛ Еб Мі РжЕЕЗЯ
Чи СиДй. ПјЙн СпНЩПЁ РжДТ
ГЊКёГЊЛчДТ ЕЮВЈПю ИЖНКХЭ
ПјЙнПЁ ПЌИЖПЭ БЄХУПыРЧ ДйОчЧб
ОуРК ПјЙнЕщРЛ ГѕРЛ Мі РжЕЕЗЯ
Чи СиДй.
|
Є
АЁЗЮДы(dop arm)АЁ РжДТ ЦаНУЦЎ
ЕЮКЮ(facet head)ДТ АЂ ЖЧДТ
ПјЙнПЁ СЂУЫЧЯДТ КЮКаРЛ ЙйВйСі
ОЪАэЕЕ РлОїРЧ АњСЄРЛ АЫЛчЧЯБт
РЇЧЯПЉ ЕщОюПУИБ Мі РжДй.
АЁЗЮДыДТ ПјЙн ЧЅИщ РЇ ПјЗЁРЧ
РЇФЁЗЮ ЕЕЗЮ ГЛЗССіДТЕЅ,
ЦаНУЦЎРЧ РЇФЁИІ АсСЄЧЯДТ
РлОїРкРЧ МїЗУРЛ ПфБИЧЯДТ
БИЧќРЧ КИМЎИЛЖв(gem peg)
РхФЁКИДй ЖйОюГ РхСЁРЬДй.
|
|
БтАшРћРЮ ЦаНУЦЎ ПЌИЖАЁАј
РхФЁЕщРК КёНСЧб ПјИЎЕщЗЮ РлЕПЕЧДТЕЅ, ЦаНУЦЎЕщРЬ
СЄШЎЧб АЂЕщПЁ РћР§ЧЯАд ГѕРЬЕЕЗЯ ЕЕПђРЛ СиДй. ПЉБтПЁ
РжДТ РхФЁДТ ПјЙнПЁ ГѕПЉРжДТ ЕЙАњ РлОїАњСЄРЛ АЫЛчЧЯБт
РЇЧЯПЉ ЕщОюПУИЎДТ АЁЗЮДыРЧ ШИРќРИЗЮ РлОїРЇФЁИІ КИПЉСиДй.
РЬЗЏЧб СОЗљРЧ РхФЁЗЮ РдЙЎРкДТ УжМвЧбРЧ НЧНРАњ АцЧшРИЗЮ
НХЗкЧв Мі РжДТ РлОїРЛ ЧЯДТ АЭРЬ АЁДЩЧЯДй.
СіСіБтЕеРЧ
ОШТЪПЁ РжДТ Пњ БтОю(worm gear)ДТ Є АЁЗЮДыИІ ПјЧЯДТ
АЂРИЗЮ РкРЏЗгАд ПУИЎАХГЊ ГЛИБ Мі РжАд Чи СиДй. Є
АЁЗЮДы АэСЄДы(holder)ПЁДТ АЂЕЕБтАЁ ГѕПЉ РжРИИч Є
АЁЗЮДыПЁ КЮТјЕЧОю РжДТ АЁДТ ДЋБнСіНУБтАЁ ЧзЛѓ АЂЕщРЧ
СЄШЎЧб ДЋБнРЛ СїСЂРћРИЗЮ КИПЉСиДй. Є АЁЗЮДыДТ РЇ
ГЁПЁ БтОюРхФЁИІ АЎАэ РжДй. РЬАЭРК ДмМјШї ЦШИёРЛ
ЕЙИЎЙЧЗЮНс ШИРќЕЩ Мі РжДй. Є АЁЗЮДыРЧ РЇ ГЁПЁ РжДТ
БтОюДТ 32 АГРЧ ЛѕБф Бн ЖЧДТ РЬЛЁРЛ СіДЯАэ РжДТЕЅ,
ПыМіУЖ АРЧ РсБнРхФЁАЁ ОюЖВ ПјЧЯДТ РЇФЁПЁ Є АЁЗЮДыИІ
КйРтДТДй.
ЦаНУЦЎ РЬИЇЕщ
КИМЎ
ЕЙЕщПЁ РжДТ ЦаНУЦЎЕщПЁДТ РЬИЇРЬ РжОюМ, ПЌИЖАЁАјРЧ
МјМИІ РЬЧиЧв Мі РжРЛ АЭРЮЕЅ, ДыКЮКаРЧ ДйРЬОюИеЕхПЁ
И№ОчГЛБт(fashioning)ЧЯДТ
ЙцЙ§РЮ ДйАЂПјЧќ
ПЌИЖАЁАј(brilliant cut) НКХИРЯ(style)РЛ
ПЙЗЮ ЧЯПЉ РЬ РЬИЇЕщПЁ РЭМїЧиСіРк.
КИМЎРК
ЕЮ КЮКаРИЗЮ ГЊДЉОюСіДТЕЅ, РЇАЁ АќКЮ(crown)
БзИЎАэ ОЦЗЁАЁ ЦлКєИЎО№(pavilion)(ЖЧДТ
ЙйДк)РЬИч, ШЏЛѓКЮ(girdle)РК
ЕЮВВ КЮКа ЖЧДТ АЁРх ХЋ ПјСжРЬИч ЕЙРЛ ГЊДЋДй. ХзРЬКэ(table)РК
АќКЮ ЛѓКЮПЁ РжДТ АЁРх ХЋ ЦэЦђЧб ЧЅИщРЬДй.
ЧЅСи
ДйАЂПјЧќ ПЌИЖАЁАјПЁМ ЕЙРЧ АќКЮДТ РЯЙнРћРИЗЮ 33
АГРЧ ЦаНУЦЎЕщЗЮ ПЌИЖАЁАјЕЧДТЕЅ, ДйРНАњ ААРЬ ГЊДЉОюСјДй:
1 АГРЧ ХзРЬКэ, 8 АГРЧ ХзРЬКэ ЦаНУЦЎЕщ, 8 АГРЧ
Сж(main) ЦаНУЦЎЕщАњ 16 АГРЧ ШЏЛѓКЮ ЦаНУЦЎЕщ.
ЦлКєИЎО№РК
24 АГРЧ ЦаНУЦЎЕщРЛ СіДЯАэ РжДТЕЅ, ДйРНАњ ААРЬ ГЊДЉОюСјДй:
16 АГРЧ ЦлКєИЎО№ ЦаНУЦЎЕщАњ 8 АГРЧ Сж ЦлКєИЎО№ ЦаНУЦЎЕщ.
БзЗЏЙЧЗЮ, КИХыРЧ ЧЅСи ДйАЂПјЧќРК Уб 57 АГРЧ ЦаНУЦЎЕщРЛ
АЎАэ РжДй (ПЊСж: ХЇИД(culet)ИІ
ЦїЧдЧЯДТ АцПьПЁДТ 58 АГРг). РЬ НКХИРЯПЁДТ
ИЙРК КЏШАЁ РжДТЕЅ, АќКЮ ЖЧДТ ЦлКєИЎО№ КЮРЇПЁ ЦаНУЦЎЕщРЛ
Дѕ ДѕЧв МіЕЕ РжРЛ АЭРЬДй.
ЧіДыНФ ЧЅСи ДйАЂПјЧќРЬ
АГЙпЕЧБт РЬРќРЧ БИНФ НКХИРЯРЧ ПЌИЖАЁАјЕщРЧ ДыКЮКаРК
РћРК МіРЧ ЦаНУЦЎЕщРЛ АЎАэ РжДй. БзЗЏГЊ, ПЌИЖАЁАјАЁРЧ
ШЏЛѓПЁ ЕћЖѓ АХРЧ МіЧаРћРЬСі ОЪАХГЊ КёМіЧаРћРЮ МјМЗЮ
ЕЙЕщПЁ МіЙщАГРЧ ЦаНУЦЎЕщРЛ Еа ДйОчЧб КЏФЂРћРЮ ПЌИЖАЁАјЕщРЬ
РжДй. АшДмЧќ
ПЌИЖАЁАј(step cut) ЖЧДТ ЦЎN ПЌИЖАЁАј(trap cut)РК
РЯЙнРћРИЗЮ СЄЛчАЂЧќ ЖЧДТ СїЛчАЂЧќРИЗЮ ДйОчЧб МіРЧ
ЦаНУЦЎЕщРЛ АЎАэ РжСіИИ, ЧЅСи ДйАЂПјЧќКИДйДТ РћДй.
ЧіРч
НУРхПЁДТ МіИЙРК БтАшРћРЮ ЦаНУЦЎ ПЌИЖАЁАј ЕЮКЮ(head)ЕщРЬ
РжРИИч ДйОчЧб АЁАнДыЗЮ БИРдЧв Мі РжДй. СІСЖОїУМЕщРК
ЦаНУЦЎ ПЌИЖАЁАјАЁЗЮ ЧЯПЉБн Чб ЙЋИЎРЧ ДйИЅ НКХИРЯРЧ
ПЌИЖАЁАјЕщРЛ Л§ЛъЧв Мі РжЕЕЗЯ ДйОчЧб БтАшРћРЮ БУИЎИІ
ВвЧЯПЉ ПдДй. РЬ РхФЁЕщРК РЬ КаОпРЧ РтСіЕщПЁ
СЄБтРћРИЗЮ БЄАэЕШДй. ДчНХРЧ ЧЪПфПЁ УжРћРЮ ЧќХТРЧ
РхКёИІ РхФЁИёЗЯЕщПЁ УЃРЛ Мі РжРЛ АЭРЬДй.
|