КИМЎПјМЎ ПЌИЖАЁАјПЁ ЛчПыЕЧДТ
НЧИЎФС ФЋЙйРЬЕх(silicon carbide, ХКШБдМв)РЧ
РћДчЧб ПЌИЖРдРк(grit)ПЭ РћР§Чб СЂТјСІРЧ МБХУРК
ЕЕБИРЧ УжДыРЧ ШПРВАњ АцСІМКРЛ ОђБт РЇЧб СпПфЧб
ЛчЧзРЬДй. ОжШЃАЁЕщРК ОЦИЖЕЕ ПЌИЖ ПюПЕРЧ МгЕЕПЭ
АцСІМКПЁ ЦЏКАЧб АќНЩРЬ ОјРЛ МіЕЕ РжРЛ АЭРЮЕЅ,
АцСІРћРЮ УМСІ ЖЧДТ ПЌИЖ ШйРЛ ДыЗЎРИЗЮ ЛчПыЧЯДТ
ЛчЖїЕщПЁАдДТ ЛѓДчЧб СпПфЧЯДй.
НЧИЎФС
ФЋЙйРЬЕх ПЌИЖ ШйЕщРК ПЉЗЏ АЁСі ХЉБтРЧ ПЌИЖРдРкЕщРЛ
СіДб ДйОчЧб ЧќХТРЧ СЂТјСІЗЮ ИИЕщОюСјДй.
РЬАЭЕщРК ПЉЗЏ СІСЖОїУМЕщПЁ РЧЧиМ ДйОчЧб ЧЅНУУМАшИІ
РЬПыЧб М§РкЕщАњ ЙЎРкЕщЗЮ ЧЅНУЕШДй. КЮЕхЗЏПю
СЂТјСІРЧ ШйРК ПЌИЖ ЙЬММРдРк(grain)ЕщРЬ ШйРЧ
ЧЅИщРИЗЮКЮХЭ КќИЃАд ДтРИЙЧЗЮ, ЛѕЗгАэ ПЙИЎЧб
Р§Дм И№МИЎЕщРЬ КќИЅ КёРВЗЮ ИИЕщОюСјДй. ЙнИщПЁ,
ДмДмЧб СЂТјСІЕщРК ПЌИЖ ЙЬММРдРкЕщРЛ ДоЖѓКйАд
ЧЯПЉ, ПЙИЎЧдАњДТ АќАшОјРЬ ПРЗЇЕПОШ КйРтРИЗСДТ
АцЧтРЬ РжДй. БзЗЏЙЧЗЮ, ПЌИЖ ШйПЁ РћДчЧб ШйРЧ
ЧќХТДТ ПЌИЖРдРк ХЉБтАЁ ААРЛСіЖѓЕЕ КИМЎПјМЎ ПЌИЖПЁ
ПЯРќШї РћДчЧЯСі ОЪРЛ МіЕЕ РжДй. РЯЙнРћРИЗЮ,
КИДй КЮЕхЗЏПю СЂТјСІРЧ ШйЕщРК КИДй ДмДмЧб КИМЎ
ЕюЕюПЁ ЛчПыЕШДй. НЧСІРћРИЗЮ, РЯКЮ КИМЎ ПЌИЖАЁАјАЁЕщАњ
ЛѓОїРћРЮ УМСІСЖТїЕЕ И№Еч РлОїЙАПЁ ЛчНЧЛѓ ААРК
ЕюБоРЧ ШйРЛ ЛчПыЧбДй. БзЗЏГЊ, ЦЏКАЧб РлОїЙАРЛ
ИЙРЬ УыБоЧиОп ЧбДйИщ, РћДчЧб ЕюБоАњ СЂТјСІ ШйРЛ
МБХУЧЯДТ АЭРЬ АцСІРћРЯ АЭРЬДй. ГЪЙЋ ДмДмЧб СЂТјСІДТ
ИЖТћПЁ РЧЧб ПРЛ ЙпЛ§НУФб ШхИВ(glaze)РЬ Л§Бц
Мі РжАэ ПЌИЖАЁАјЧЯБтАЁ ОюЗЦДйДТ АЭРЛ БтОяЧиОп
ЧбДй.
ПЙНУРЧ ИёРћРИЗЮ Crystolon ПЌИЖ
ШйЕщПЁ ЛчПыЕШ Шй ЧЅНУЕщРЛ ОЦЗЁПЁ ГЊХИГНДй. КИМЎРчЗсРЧ
ПЙКёРЧ АХФЃ ПЌИЖПЭ ЧќЛѓШИІ РЇЧЯПЉ ДйРНРЧ ШйЕщРЬ
БЧРхЕШДй:
- 37-100-I
······ ОЦСж
КќИЅ ПЌИЖ (very fast grinding)
- 37-100-J
······ КќИЅ
ПЌИЖ (fast grinding)
- 37-100-K
······ СпАЃ
ПЌИЖ (medium grinding)
- 37-100-L
······ ДРИА
ПЌИЖ (slow grinding)
- 37-100-M
······ ОЦСж
ДРИА ПЌИЖ (very slow grinding)
РЇРЧ ЧЅПЁМ "37"РЬЖѓДТ
М§РкЕщРК НЧИЎФС ФЋЙйРЬЕхИІ ЧЅНУЧЯБт РЇЧЯПЉ ЛчПыЕЧДТ
БдСЄЧЅНУЕщРЬДй. "100"РЬЖѓДТ М§РкЕщРК
ШйПЁ ЛчПыЕЧДТ ПЌИЖРдРк(grit) ХЉБтИІ ГЊХИГНДй. РЯКЮ
ДйИЅ СЂТјСІАЁ Дѕ РћР§Чб ЦЏКАЧб ИёРћЕщРЛ СІПмЧЯАя,
РЯСЄЧЯАд РЖШЕЧОю СЂТјЕШ ШйЕщРЬ КИМЎ ПЌИЖАЁАјПЁ
ЛчПыЕШДй.
"I" СЂТј ШйЗЮКЮХЭ НУРлЧЯИщ,
РЬАЭРК ОЦСж КЮЕхЗЏПю ШйРЬИч ДйРЬОюИеЕх РЬПмРЧ ДмДмЧб
ОюЖАЧб КИМЎРчЗсЖѓЕЕ ОЦСж КќИЅ МгЕЕЗЮ ПЌИЖЧв АЭРЬДй.
"I" ШйРК ШйРЧ ПјСжАЁ КќИЃАд ЙўАмСіИщМ
ЛѕЗгАэ ПЙИЎЧб ПЌИЖРдРкЕщРЬ РкСж ГЊХИГЊМ ОЦСж КќИЃАд
ПЌИЖАЁАјЧбДй. КИДй ДмДмЧб СЂТјСІЕщРК УЕУЕШї ЙўАмСіЙЧЗЮ
ДРИЎАд ПЌИЖАЁАјЕЧСіИИ, ЙнИщПЁ ШйРЧ АцСІМКРЬ ССРЛ
АЭРЬДй. РћДчШї КќИЃАд ПЌИЖАЁАјЧв Мі РжАэ ГЪЙЋ ИЙРК
Шй ИЖИ№ИІ ГЊХИГЛСі ОЪДТ СЂТјСІИІ МБХУЧЯЙЧЗЮНс, УжДыРЧ
АцСІМКРЛ ОђРЛ Мі РжДй.
РЯЙнРћРИЗЮ,
7 РЬЧЯРЧ АцЕЕ(hardness)ИІ
СіДб КИМЎЕщПЁДТ "L"Ањ 'M" СЂТјСІЕщРЬ
ЛчПыЕЧИч КИДй ДмДмЧб ЕЙЕщПЁДТ "J"ПЭ
"K"СЂТјСІЕщРЬ АЁРх РћДчЧЯДйАэ ОЫЗССЎ РжДй.
РќЙнПЁ АЩФЃ ССРК ПЌИЖАЁАјРК "K"ПЭ "M"
СЂТјСІЕщЗЮ ОђРЛ Мі РжРИИч РЯЙнРћРИЗЮ ОжШЃАЁАЁ РЬ
ЧќХТИІ ЛчПыЧбДй. ДыЗЎРЧ ЕЙЕщРЛ УыБоЧЯДТ ЛѓОїРћРЮ
УМСІДТ ПЉЗЏ АЁСіРЧ ДйИЅ СЂТјСІЕщРЛ ЛчПыЧЯДТ АцПьЕЕ
РжДй. НЧИЎФС ФЋЙйРЬЕх ШйЕщПЁМ ПЌИЖАЁАјРЧ МгЕЕПЭ
Шй АцСІМКРК РлОїРкРЧ МеПЁ ДоЗСРжДй.
ДмЙщМЎ(opal),
ХЭХАМЎ(turquoise)ПЭ
АјРлМЎ(malachite)Ањ
ААРЬ КЮЕхЗЏПю КИМЎЕщРК РхБтАЃ ЛчПыЧб ШФПЁЕЕ ШйРЧ
ИЖИ№АЁ АХРЧ Л§БтСі ОЪРЛ АЭРЬДй: ЙнИщПЁ ИЖГы(agate)ПЭ
ААРЬ ДмДмЧб АРЮЧб КИМЎЕщРК ОюЖАЧб ЧќХТРЧ ШйРЬЖѓЕЕ
ШЮОР ИЙРК ИЖИ№ИІ ГЊХИГО АЭРЬДй.
|
|
|
АпАэЧб ЙоФЇДыДТ ГзИ№Сј И№МИЎЕщРЛ
СіГрОп ЧЯДТ КЮЧАЕщРЛ ПЌИЖЧЯАХГЊ ЧќЛѓШЧв
ЖЇ РЏПыЧб КЮМгЧАРЬДй.
|
РлРК ЛѓСЁЕщПЁМДТ 2 АГРЧ
ПЌИЖ ШйЕщРЬ РЯЙнРћРИЗЮ ЛчПыЕЧДТЕЅ, ПЌИЖ Ур(arbor)РЧ Оч
ДмПЁ ЧЯГЊОП МГФЁЕШДй. АГЗЋРћРИЗЮ ИЛЧЯРкИщ, No.60,
No.80, No.100 ПЭ No.120 ПЌИЖРдРк(grit)ЕщРЬ РЯЙнРћРИЗЮ
ЛчПыЕШДй; РќЙнРћРЮ ИёРћРИЗЮДТ No.100 РЬ СІНУЕЧАэ
РжДй. ЕЮ ЙјТАРЧ ПЌИЖАЁАјАњ ЧќЛѓШИІ РЇЧЯПЉ, ОЦЗЁПЁ
ГЊХИГЊ РжДТ ЙйПЭ ААРЬ КИДй ЙЬММЧб ПЌИЖРдРкЕщРЬ ЛчПыЕЧДТЕЅ,
РЬАЭЕщРК ЖЧЧб ДмЙщМЎ(opal)Ањ
ААРЬ АЁФЁРжДТ КИМЎЕщРЧ АХФЃ ПЌИЖИІ ЧЯДТ ЕЅПЁЕЕ
РЏПыЧЯДй:
- 37-180-I
······ ОЦСж
КќИЅ (very fast)
- 37-180-J
······ КќИЅ
(fast)
- 37-180-K
······ СпАЃ
(medium)
- 37-180-L
······ ДРИА
(slow)
- 37-180-M
······ ОЦСж
ДРИА(very slow)
АэИЃСі ОЪРК ПЌИЖ ШйЕщ
(Bumpy Grinding Wheels)
КИМЎММАј ПЌИЖ
ШйЕщРК УжДы БзИЎАэ УжАэ ШПРВРЧ АсАњЕщРЛ ГЛБт РЇЧЯПЉ
ЦЏСЄ МгЕЕЙќРЇ ОШПЁМ ПюРќЧбДй. ИИОрПЁ ШйЕщРЛ ГЪЙЋ
УЕУЕШї РлЕПЧЯИщ ОюЗСПђРЬ РжРЛ АЭРЬИч, ИИОрПЁ ЦЏСЄМгЕЕИІ
УЪАњЧЯПЉ ПюРќЧЯИщ, ЦЏШї ОуРК БнМгРЧ ЦІ ЙцСі КИШЃДыРЯ
АцПьПЁ КаИэШї РЇЧшЧЯДй.
УжБйПЁ Чб АэАДРЬ
АјБоЛѓСЁПЁ 2 АГРЧ 10 РЮФЁ (25.4 cm) ПЌИЖ ШйЕщРЛ
АЎАэ ПдОюМ, БзАЭЕщРЬ АэИЃСі ОЪАэ СјПј(ђиъ)РЬ ОЦДЯИч
АсЧдРЬ РжДйАэ КвЦђЧпДй. БзАЭЕщРК АэИЃСі ОЪАэ СјПјРЬ
ОЦДб АЭРЬ ШЎНЧЧЯСіИИ, АсЧдРЬ РжДТСіДТ ИэШЎЧЯСі ОЪОвДй.
СЖЛчАсАњ, РЬ НЧИЎФС ФЋЙйРЬЕх ШйЕщРК БЄХУПы УрПЁМ
РлЕПЕЧОњОњРИИч Ор 400 rpmПЁМ ПюРќЕЧОњОњДйДТ ЛчНЧРЛ
ОЫОвДй. 10 РЮФЁ ПЌИЖ ШйРК УжДыШПРВРЛ ОђБт РЇЧЯПЉ
1,750 ПЁМ 2,200 rpm ПЁМ РлЕПЕЧОюОп 2.100 rpm МгЕЕАЁ
УжРћРЬДй.
ОюЖАЧб КИМЎММАј ПЌИЖ ШйРЬЖѓЕЕ ГЪЙЋ
ДЪРК МгЕЕПЁМ РлЕПЕЧИщ БнЙц ЦэЦђЧиСіАэ, АэИЃСі ОЪАд
ЕШДйЕчСі ЕюЕюРЬ ЙпЛ§ЧбДй. РћР§Чб МгЕЕЗЮ РлЕПЧЯПЉОп
ШйРЬ АэИЃАд ЕЧИч, ДмДмЧб КИМЎРчЗсЗЮ РЮЧиМ ИЖИ№ЕЩСіЖѓЕЕ
УжДыРЧ Р§Дм ШПРВРЛ ОђБт РЇЧиМДТ ШйРЛ РћР§ЧЯАд МеСњ(dressing)ЧЯПЉОп
ЧбДй.
УжДыШПРВРК КаДч ЧЅИщЧЧЦЎ(feet)ИІ БтУЪЗЮ
АшЛъЕЧЙЧЗЮ, ДыЧќ ШйРК КИДй РлРК ШйКИДй ДЪРК rpm
МгЕЕЗЮ РлЕПЕЧОюОп Чв АЭРЬДй. ПЙИІ ЕщИщ, 8 РЮФЁ(20.32
cm)РЧ ПЌИЖ ШйПЁ ДыЧЯПЉ СІСЖОїУМДТ 2,800 rpmРЧ МгЕЕИІ
БЧЧЯАэ РжДй.
КИМЎ ПЌИЖАЁАјАЁДТ РЯЙнРћРИЗЮ
РкНХРЧ ПЌИЖ ШйЕщРЛ ОЦСж ДЪРК МгЕЕЗЮ РлЕПЧбДйАэ
ИЛЧиЕЕ ССРЛ АЭРЬДй. ДйНУ, ПЙЗЮМ, 12 РЮФЁ(30.48
cm) ШйЕщРЬ ЛчПыЕЧАэ, МгЕЕАЁ РЬ СїАцПЁ РћР§ЧЯДйИщ,
ШйРЬ 6 РЮФЁ(15.24 cm) ЖЧДТ 8 РЮФЁ(20.32 cm)БюСі
ИЖИ№ЕЧИщ, ААРК ПЌИЖ УрРЧ МгЕЕДТ ГЪЙЋ ДЪОюСіАд ЕЩ АЭРЬДй.
РЬЛѓРћРЮ
ЙцЙ§РК ПЌИЖ ШйЕщРЧ ЛчПыЙцЙ§ПЁ ОШРќКИШЃПЁ АќЧЯПЉ БтЗЯЧЯДТ
АЭРЬДй. ПьИЎАЁ ОЫАэ РжДТ Чб, КИМЎММАј РлОїПЁМ НЩАЂЧб
Шй БњСќ ЛчАэДТ ОЦСї ОјОњСіИИ, РЯОюГЊСі ОЪРЛ АЭРЬЖѓДТ
АЭРЛ РЧЙЬЧЯСіДТ ОЪДТДй. КИМЎПЌИЖАЁАјРЧ АэТќРкЕщРК
ОрЧЯАэ ПЏРК БнМгКИШЃДыИІ СіДб ПЌИЖ УрЕщПЁ ПРЗЇЕПОШ
ЕЙЕщРЛ ПЌИЖЧЯПДСіИИ, ЛчАэИІ РќЧє АцЧшЧЯСі ОЪОвРЛ
ЛгИИ ОЦДЯЖѓ ЕшСіЕЕ ИјЧпДйАэ СОСО ИЛЧбДй. ПЌИЖ УрЕщРК
ДйИЅ СССі ОЪРК ЛѓШВЕщПЁМ ЙйИЃАд ПюРќЕЧСі ОЪОвДйДТ
ЛчНЧПЁЕЕ КвБИЧЯАэЕЕ РЬЗИДй.
ПЌИЖ ШйЕщРК РЯЙнРћРИЗЮ
ЙАПЁ РсБф ЛѓХТПЁМ РлЕПЕЧЙЧЗЮ ЙАРЬ ЙшОю РжДй. ШйРЬ
СЄСіЕЧОю М РжРЛ ЖЇ, ЙшОюРжДј РЬ ЙАРК ОЦЗЁ ТЪРИЗЮ
ГЛЗСАЃДй. БзЗЁМ, ДйРН ГЏ ПЌИЖ ШйРЛ НУЕПЧЯИщ, Чб
ТЪПЁ ЙшОюРжДј РЬ ЙАЗЮ РЮЧиМ ШйРЬ ПУЙйИЃАд ПюРќЕЧСі
ОЪРЛ АЭРЬДй. БзЗБ СЖАЧЧЯПЁМ ПЌИЖ ШйРЛ НУЕПЧв ЖЇ,
РЬ АњЕЕЧб ЙАРЛ ХаОюГЛИщМ ШйРЬ УжАэРЧ МгЕЕЗЮ ПђСїРЯ
ЖЇБюСі, Мі КаАЃ Чб ТЪРИЗЮ М РжДТ АЭРЬ ССДй. РЬЗБ
СЖАЧЕщ ЧЯПЁМ ШйРЬ БњСГОњДйДТ АЭРЛ АсФк ЕщОюКЛ РћРЬ
ОјСіИИ, РЯЛѓРћРЮ ОШРќАњ СжРЧЗЮМ, ЙнЕхНУ Чб
ТЪПЁ ММ ПјНЩЗТПЁ РЧЧиМ ЙАРЬ ХаОюСіАэ Шй НКНКЗЮ
БеЧќРЛ РтЕЕЗЯ ЧбДй.
ШйРЬ ОюЖЛАд РлЕПЕЩ АЭРЮАЁДТ
ЙЎСІАЁ ОЦДЯЖѓДТ АЭРЛ ОЫАд ЕЩ АЭРЬАэ, ИЙРК РчЗсЕщРЬ
Ме БзИЎАэ ШйАњ Ме ЙоФЇДыЛчРЬРЧ БтЕеРИЗЮКЮХЭ КќСЎМ
ДйИЅ АЭ ЖЧДТ МЗЮ БњЖпИБ АЁДЩМКРЬ РжДй. РЬАЭРЬ
ПьИЎАЁ ПЉБтПЁМ ПЌИЖ ШйЕщПЁ РћДчЧб БнМгКИШЃДыРЧ
ЛчПыРЛ УцАэЧЯДТ АГЗЋРћРЮ РЬРЏЕщРЬДй. ПЉБтПЁМ О№БоЧпЕэРЬ,
ПьИЎДТ РЬ КаОпПЁМ ОюЖАЧб ЛчАэЖѓЕЕ АсФк ЕщОюКЛ РћРЬ
ОјРИИч, АсФк РЯОюГЊСі ОЪБтИІ ШёИСЧбДй.
|
|
|
|
ЧќЛѓШ(shaping)Чв
ЖЇ, Кѓ АїРЛ МеРИЗЮ КйРтАэ ЕЙРЛ ЕЙИЎИщМ
ШйРЛ АЁЗЮСњЗЏ ОеЕкЗЮ РлОїЧбДй.
|
АќКЮ(crown)ПЁ
ПЙКёРЧ ПјУпЧќЛѓРЛ ПЌИЖЧЯБт РЇЧЯПЉ Є(dop)Чб
ЕЙРЛ КйРтДТ ЙцЙ§.
|
|
|
|
|
И№ЕћБт(chamfer)ИІ РЇЧЯПЉ,
МеРИЗЮ ЕЙРЛ КйРтДТДй. Ор 45 ЕЕЗЮ И№Еч
ЙцЧтРИЗЮ ЕЙИЎИщМ ПЌИЖЧбДй.
|
АќКЮПЁ ПЯКЎЧб АюМБРЛ
ИИЕщБт РЇЧЯПЉ, ЕЙРЧ ИщРЛ АЁЗЮСњЗЏ Чб
ТЪПЁМ ДйИЅ ТЪРИЗЮ ШИРќНУХАИщМ ЄЧб
ЕЙРЛ ПђСїПЉМ ЕЙИЎДТ ЕПОШ ПЯКЎЧб ШЃИІ
ИИЕчДй.
|
ЙА- ПЌИЖ ШйЕщ
КИМЎ
ЕЙРЧ ПЌИЖАЁАјРЛ РЇЧЯПЉ НЧИЎФС ФЋЙйРЬЕх ШйЕщРЛ ЛчПыЧдПЁ
РжОюМ, РлЕПЧЯДТ ЕПОШ ШйРЬ ЧзЛѓ ЙАПЁ СЅАд ЧЯДТ АЭРЬ
ЙйЖїСїЧЯДй. ЙАРЧ БтДЩРК ДйРНРЧ РЬРЏЕщЗЮ РЮЧиМ СпПфЧЯДй:
(1)
РлОїЙАРЧ ПТЕЕИІ АЁДЩЧб Чб РЯСЄЧЯАд РЏСіНУФб СжИч
БЙКЮРћРЮ АЁПРЛ ЙцСіЧбДй. ГУМіИІ РЯЙнРћРИЗЮ ЛчПыЧЯСіИИ,
АЁФЁРжДТ ДмЙщМЎ(opal)РЛ
ПЌИЖАЁАјЧв ЖЇ, ПЌИЖ ШйЕщПЁ ЕћЖцЧб ЙАРЬ АјБоЕЧОюОп
ЧбДйДТ АЭРЬ БЧРхЕЧОю ПдДй.
(2) ЙАРК
ЖЧЧб ШйАњ РлОїЙАЛчРЬРЧ ИЖТћРЛ СйПЉСиДй.
(3)
ЙАРК ЖЧЧб Шй ЧЅИщПЁ ЧЯСпРЬ АЩИЎДТ АЭРЛ ЙцСіЧЯДТ ЕЅПЁ
СпПфЧЯДй. НЧИЎФС ФЋЙйРЬЕх ШйРЛ АЧСЖЛѓХТПЁМ ЛчПыЧЯЗСАэ
НУЕЕЧЯИщ, РлОїЙАПЁМ ГЊПТ КЮНКЗЏБтЗЮ РЮЧиМ Шй ЧЅИщРК
БнЙц ИЗШїАд ЕЩ АЭРЬДй. ЙАРК ШйРЛ ОћХААд ЧЯДТ ПЌИЖРдРк(grit)РЧ
РдРкЕщ БзИЎАэ РлОїЙАЗЮКЮХЭ ГЊПРДТ ЙЬММЧб ИеСіПЭ
РдРкЕщРЛ ОФОюГЛДТ ПЊЧвРЛ ЧбДй. БњВ§Чб ЧЅИщРЧ ПЌИЖ
ШйРЬ ПЌИЖПЁ ШЮОР Дѕ ШПАњРћРЬДй. КЮНКЗЏБтЗЮ ЕкЕЄРЮ
Шй ЧЅИщРК ШПАњРћРИЗЮ ПЌИЖАЁАјЧв Мі ОјРИИч, ЛѓДчЧб
ПРЛ ЙпЛ§НУХГ АЭРЬДй.
ДйРЬОюИеЕх ШйЕщ
A.A.
KleinАњ C.R.Van RiperАЁ ЧрЧб, ДйРЬОюИеЕх СжРд ПЌИЖ
ШйЕщРЧ ЛчПыПЁ АќЧб УжБйРЧ СпПфЧб ПЌБИПЁМ, РЯКЮ
ШяЙЬРжДТ АќТћРЬ РЬЗчОюСГДй. СЂТјЕШ ДйРЬОюИеЕх ШйЕщРК
МЎПЕ(quartz),
КИМЎПјМЎЕщ, РЏИЎ, ШАОЯ(granite),
ДыИЎМЎ(marble)
Ањ Бз ЙлРЧ МЗЁЙЭ(ceramic) РчЗсЕщПЁ ПьМіЧЯДйДТ АЭРЛ
Рп ОЫЗССЎ РжДй. ПРДУГЏ И№Еч ЛѓОїРћРЮ МЎПЕ ПЌИЖАЁАјРК
ДйРЬОюИеЕх ШйЗЮ ЧрЧиСјДй. ЛѓОїРћРЮ БдИ№ЗЮ Р§ДмАњ
ПЌИЖИІ ЧЯДТ, ЧеМК
УЛПС(synthetic sapphire)ПЭ И№Еч ДмДмЧб КИМЎРчЗсЕщРЧ
Р§ДмАњ ПЌИЖДТ СЂТјЕШ ДйРЬОюИеЕх Шй РлОїРгРЬ ИэЙщЧЯДй.
ДйРЬОюИеЕх
ШйЕщПЁ РћДчЧб РБШАСІРЧ ЛчПыРК И№Еч ДмДмЧб КИМЎ РчЗсЕщ,
РЏИЎПЭ МЎПЕРЛ ПЌИЖЧЯДТ ЕЅПЁ РжОюМ ОЦСж СпПфЧЯДй.
ЦаЗЏЧЩ(paraffin)РЛ БтУЪЗЮ Чб БтИЇРЬ ЙА ИИ ЖЧДТ МіПыМК
ОзУМКИДй ПЌИЖАЁАјРЛ ШЮОР Дѕ РкРЏЗгАэ КќИЃАд ЧбДй.
И№Еч ДйРЬОюИеЕх Р§ДмБтПЭ ДйРЬОюИеЕх Шй РлЕППЁ РжОюМ
АЁРх СпПфЧб АЭРК ЛчПыЧЯДТ РхКёРЧ СЖАЧРЬДй.
АњЕЕЧб
СјЕПРЬ РжДТ РхКёПЁ ЛчПыЕЧДТ ОюЖАЧб ДйРЬОюИеЕх Р§ДмБт
ЖЧДТ ПЌИЖ ШйРК ТЊРК МіИэАњ ГЊЛл АцСІМКРЛ ГЊХИГО
МіЕЕ РжДй. Р§ДмБт РхКёПЁМ Р§ДмБт РЬМлДыИІ ХщГЏАњ
ЙйИЃАд СЄЗФЧЯДТ АЭРЬ СпПфЧЯДй. ПЌИЖ УрРЧ ГЁ ГюИВ(end
play)ДТ УжАэРЧ Р§ДмБтИІ БнЛѕ МеЛѓНУХГ МіЕЕ
РжДй.
СЂТј ДйРЬОюИеЕх ШйЕщРЬ КИМЎММАј ЛъОїПЁ
ОЦСї РЯЛѓРћРИЗЮ ЛчПыЕЧАэ РжСі ОЪОвРЛ ЖЇ, БзАЭЕщРК
ДыЗЎРЧ ДмДмЧб КИМЎРчЗсЕщРЬ ЛѓОїРћРЮ ХфДыЗЮ РлОїЕЩ
АЭРгРЛ ГЊХИГЛОњДй. ДйРЬОюИеЕх ШйРК НЧИЎФС ФЋЙйРЬЕх
ШйКИДй КќИЅ МгЕЕЗЮ РлЕПЕЩ Мі РжДТЕЅ, КќИЃАд Р§ДмЧв
ЛгИИ ОЦДЯЖѓ, КИДй Дѕ ИХВєЗЏПю ЧЅИщРЛ ГВБфДй. ДйРЬОюИеЕх
СЂТј ШйРК НЧИЎФС ФЋЙйРЬЕх ШйКИДй Дѕ КёНб АЭРК ИэЙщЧЯСіИИ,
ПЌИЖКёПыРЬ ПфМвРЮ ЛѓОїРћРЮ РлОїЙАПЁ ДыЧЯПЉ, ДйРЬОюИеЕх
ШйРЬ АцСІРћРИЗЮ ПьМіЧЯДйДТ АЭРК СѕИэЕЧОњДй.
|
|
|
|
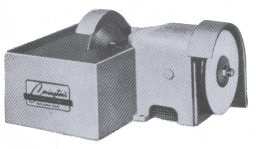
РЯУМЧќ РќЕПБтИІ СіДб
МвЧќ КИМЎР§ДмБт.
|
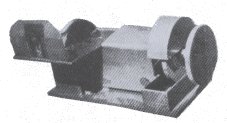
6 РЮФЁ(15.24 cm) КЮМгЧАЕщРЛ
СіДб МвЧќ БтАшЗЮ, Р§Дм, ПЌИЖ, ЛїЕљАњ
БЄХУРЛ ГНДй.
|
|
|
|
|
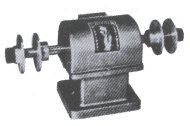
ДйОчЧб КЮМгЧАРЛ КЮТјЧв
Мі РжДТ АЃДмЧб АќКЮ ПЌИЖ Ур.
|
ПЌИЖБтЕщ, ЛїДѕЕщ ЖЧДТ
БЄХУБтЕщЗЮ УЄХУЕЩ Мі РжДТ РкРл ПЌИЖ
Ур.
|
|