|
3. 원석 연마 (Grinding gemstones)
|
|
원석들은 특별히 보석세공(보석가공)용으로 만들어진 연마 휠들에 의해서 성형된다. 이 과정에 대해서는 거의 끝이 없을 정도의 여러 가지의 기계들이 있다 (장비업체의 케털로그를 참조).
연마는 어렵지 않다. 약간의 인내와 연습으로 완벽한 원석들을 만들어 낼 수 있을 것이다. 연마작업을 잘 하는 만큼, 샌딩(sanding)에서의 작업을 줄일 수 있다.
초보자에게 가장 쉬운 형상은 타원형(oval)이다. 이 형태의 연마가공에서 숙련된 후에, 원형, 눈물방울형(teardrop), 직사각형과 여러 가지의 복합형을 해 본다.
|
|
보석세공 연마 휠들은 서레믹 접착제(ceramic bond)에 실리컨 카바이드(silicon carbide) grit를 넣어 만든다. 이 합성으로 보석연마에 필수적인 젖은 상태에서 사용할 수 있다. 거의 공통적으로 사용하는 grit 크기는 100 (거친)과 220 (미세)이다. 한 개의 휠로 거의 모든 작업을 할 수 있다. 만약에 한 개의 거친 휠만을 사용한다면, 미세연마(smoothing)는 거친 샌딩헝겊으로 한다. 미세 휠은 어렵고 더디다. 그러나, 부드러운 보석들(단백석(opal) 등등)에는 미세 휠만을 사용해야 한다.
|
|
새로운 휠을 구입할 때, 균열이 없는지를 세심하게 살펴본다. 균열이 있는 휠은 작동중에 깨져 날라갈 수 있다. 휠을 조사하는 좋은 방법 중의 하나는 나무막대로 휠을 가볍게 두드리는 것이다. 좋은 손상되지 않은 휠은 '찡'소리를 낸다. 균열된 휠은 둔한 '쿵'소리를 낸다. 안전을 위해서, 연마기의 작동을 시작할 때는 항상 옆으로 비켜서 있고, 몇 분간 그대로 작동하게 두어야 함을 명심한다.
|
|
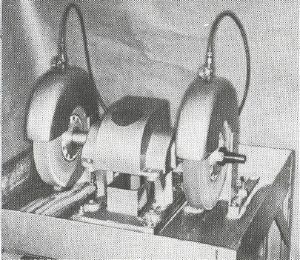
연마기기는 축, 연결고리, 너트, 베어링과 휠이 젖은 상태에서 작동하기 위한 튐 방지 덮개와 물받이로 이루어져 있다. 축과 연결고리는 일치해야 한다. 물은 중력을 이용한 물통, 순환펌프 또는 간단히, 시작하기 전에 물받이에 휠의 하부의 1/8인치(3.18 mm)까지 물을 채우고 휠에 닿는 크기의 스펀지를 끼어서 공급할 수도 있다. 연마가 완전히 끝나면, 물의 공급을 멈추거나 스펀지를 제거하고 (손조심하세요) 휠이 건조상태로 돌아가게 한다. 만약에 물이 휠의 한쪽부분에만 흡수된 상태에서 시작하면, 휭은 균형을 잃고 파열되어 매우 위험한 상황을 초래할 수도 있기 때문에 이것은 필수적이다.
|
|
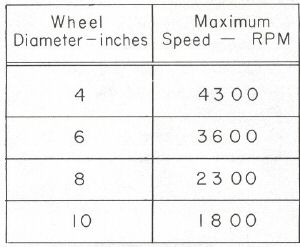
공통적으로 사용하는 연마 휠들은 직경이 4인치(101.6 mm)에서 12인치(304.8 mm)이다. 각 크기마다 휠의 상표에 인쇄되어야 하는 최대안전속도가 있다. 표는 시장에 나와 있는 일부의 휠들에 대한 안전속도를 나타낸다. 그러나, 휠을 구입할 때는 항상 휠의 상표에 표시되어 있는 안전속도를 조사해야 한다. 이에 대한 정보를 알 수 없다면, 공급자에게 문의한다. 단단한 보석들에 대해서는 빠른 속도가 최상이다; 연마가공속도와 휠의 마모가 줄어든다. (주의 : 연마 휠의 상표들은 완충재의 역할을 하므로 제거하지 마세요)
|
|
연마의 단계들
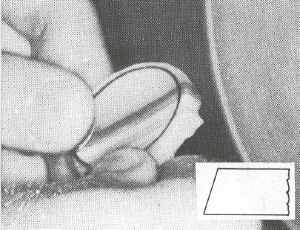
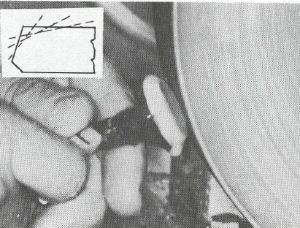
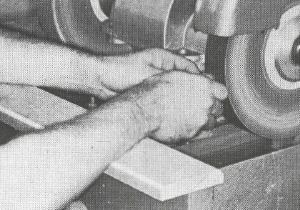
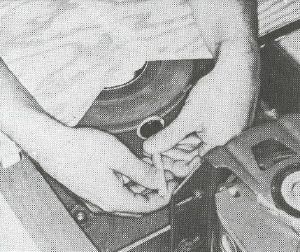
보석 도안의 윤곽선을 만든 뒤에 ('2. 조형화를 위한 돌의 준비'를 참조), 윤곽선 주위의 재료들을 연마하여 없앤다. 휠이 보석의 상부에서 바닥 쪽으로 연마가공할 수 있도록 돌을 붙잡는다. 압력을 약하게 가한다. (센 압력은 작업을 빠르게 하지 못하고 단지 휠에 홈만 만들 뿐이다) 모서리가 대략 10 에서 15도 경사질 수 있도록 돌을 붙잡는다. 윤곽선까지 완전히 연마하지 않는다. 미세연마와 샌딩을 위해서 대략 1/16 에서 3/32 인치(1.59 ~2.38 mm)정도 남겨둔다.
|
|
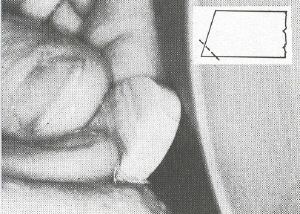
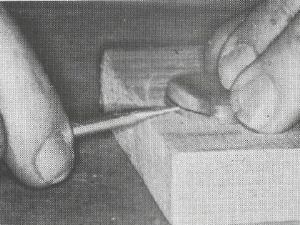
돌의 밑바닥 부분의 예리한 모서리가 떨어져 나가는 것을 방지하기 위하여 미세 휠로 바닥의 모서리를 딴다. 대략 45도로 모따기(chamfer)를 한다.
|
|

미세grit 휠로 거의 윤곽선까지 연마를 마무리한다. 샌딩시의 제거를 고려하여 재료를 약간 (대략 1/32인치 (0.79 mm) 남겨둔다. 모따기가 닳아 버렸으면 다시 연마한다.
|
|
윤곽선까지 연마를 할 때, 형판 또는 마무리된 보석을 부착할 난집(mounting)으로 돌의 크기를 점검한다. 난집의 크기는 때때로 변할 수가 있으므로 난집을 갖고 있으면 그것으로 점검하는 것이 최상이다. 윤곽선 연마를 마무리할 때 돌의 크기는 희망하는 것보다 약간 커야 한다.
|
|
윤곽선 연마를 마무리한 후, 연마 휠의 편평한 면으로 보석의 바닥을 작업을 한다. 거친 휠에 많은 양의 물을 사용한다. 냉각수 공급장치가 작동을 하지 않으면, 압착되는 플래스틱 병에 물을 채워서 사용한다. 거의 건조한 상태로 작동중인 미세 휠의 옆면에서 마무리한다. 이것으로 바닥이 반들거려 (glazing)광택을 낼 수 있다. 보석이 과열되지 않도록 주의한다.
|
|
관부(crown)의 연마
돌을 돞한다. 그리고 나서 상부를 연마하기 시작한다. 경사각을 증가시키면서 여러 차례 연마가공을 한다. 사과껍질을 벗기듯이 보석을 연속적으로 돌리면서 점차 층을 갈아낸다. 각 연마가공이 끝날 때마다, 상부의 편평한 부분은 점차 줄어들어야 한다. 경험이 많은 연마가공가들은 거친 휠로 이 연마를 한다. 초보자는 미세grit를 사용하는 것이 현명하다는 것을 알게 된다.
|
|
돞 스틱을 흔들면서 회전시켜 돌의 상부를 둥글게 마무리한다. 언제나 휠의 전면(全面)을 사용하면서 작업한다. 압력을 가한다. 거친 휠에서 연마를 한다면, 모든 표시들과 거친 grit에 의해서 생긴 긁힘 자국들은 미세 휠로 마무리한다.
|
|
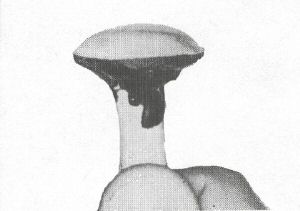
상부의 곡이 진 표면을 연마할 때, 대칭을 이루고 있는 지를 수시로 점검한다. 잘 대조가 되는 종이의 앞에서 본다. 한 끝이나 옆이 높지 않도록 한다. 상부의 편평한 부분은 완전히 제거해야 한다. 타원의 호(arc)처럼 곡선을 이루는 윤곽선을 생각한다.
|
|
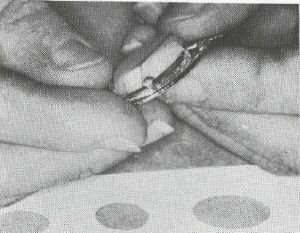
관부사면(bezel) 부착에 관하여, 많은 연마가공가들이 관부사면의 상부까지 높게 직선으로 경사진 면을 지니고 이 지점부터 곡선을 이루는 돌을 선호한다 (관부사면 난집들은 돌의 모서리를 완전히 둘러싸는 컵 모양의 형상을 지니고 있다). 이것을 하기 위하여, 그들은 모서리가 연마된 후에 관부사면의 적당한 높이로 돌에 표시한다. 돌을 지지하기 위한 목재 받침대와 얼루머넘 선을 사용한다. 그리고 나서 표시하기 위하여 돌을 돌린다. 이 선까지 곡선이 진 상부를 연마한다.
|
|
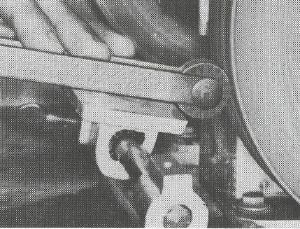
연마효율은 손의 고정도(steadiness)에 따라 증가된다. 이것은 팔뚝 받침대를 사용함으로써 획기적으로 향상된다. 받침대의 상부는 연마 휠의 중심보다 낮아야 한다. 받침대와 휠 사이에는 돞 스틱이 끼이지 않도록 충분한 간격을 두어야 한다. 팔뚝 받침대를 사용함으로써, 보석을 보다 잘 연마할 수 있고 연마 휠 마모와 팔의 피로를 줄일 수 있다.
|
|

휠 관리
세심한 연마와 팔뚝 받침대는 휠의 마모를 상당히 줄일 수 있다. 그러나 세심하게 하더라도, 휠에는 점차적으로 홈, 원형 또는 둘 다가 생긴다. 그러면 손질(dressing)하여 바로 잡아야 한다. 이것은 (1) 손질용 다이어먼드(dressing diamond) (2) 별모양 손질기구(star dresser) 또는 (3) 손질용 연마재 숫돌 (abrasive dressing brick)로 할 수 있다. 손질용 다이어먼드가 가장 빠르다 (가격도 역시 비싸다). 손질용 숫돌은 가장 싸지만 사용하기에 늦다.
|
|
휠을 손질할 때, 휠이 정확하게 편평한 모서리를 지닐 때까지 표면의 일부를 갈아낸다. 손질기구는 공구 받침대나 무거운 철 조각과 같은 단단한 표면을 지닌 받침대에 놓아야 한다. 가벼운 압력을 가한다. 기구를 전면(entire surface)를 거쳐 앞뒤로 움직여 한번에 조금씩만 갈아지도록 한다. 손질기구는 휠의 중심보다 조금 아래에 접촉해야 한다. 손질용 다이어먼드에는 물을 많이 사용한다.
|
|
그 밖의 연마용 장비
연마는 거친 샌딩헝겊으로도 할 수 있다. 이것은 샌딩헝겊으로 조형과 샌딩을 하도록 되어 있는 Grieger's 에서 만든 초보자용 장비에서 이루어진다. 이것은 더디며 헝겁은 잘 마모되지만 가격은 그다지 비싸지 않다.
|
|
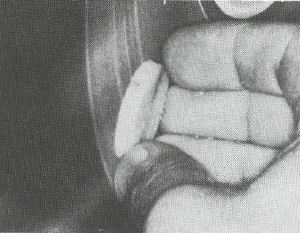
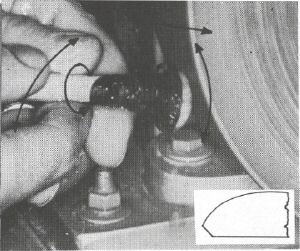
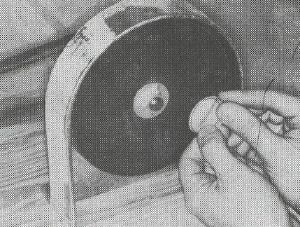
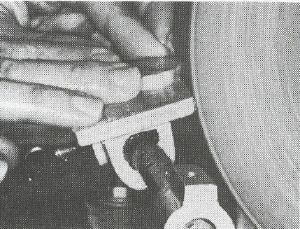
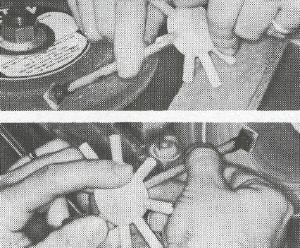
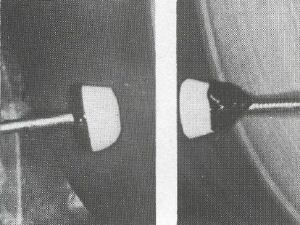
수직축, 통형(tub-type) 기계에는 다른 연마기술이 요구된다. 여기에 돞된 보석이 휠의 편평한 면에서 연마되는 모습을 보여준다. 보석의 모서리에 있는 돞 왁스는 제거되어야 윤곽선을 볼 수 있다. 수직축 기계는 톱질, 샌딩과 광택도 한다. 소형이고 가격도 싼 관계로 어떤 애호가들은 수직축 기계를 선호한다.
|
|
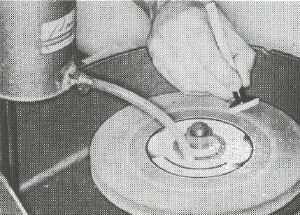
숙련된 보석세공자, John Sinkankas는 수직축 기계로 이 방법을 사용한다. 측면대신 모서리에서 연마를 한다. 통은 돌과 돞 스틱을 댈 수 있을 만큼 충분히 커야 한다. 물의 분무는 모서리에 향하게 한다. 이 장치는 보다 빠르며 작업 가시성이 좋다.
|
|
아주 미세한 연마는 고무로 접합한 실리컨 카바이드 휠로 한다. 실제로 거친 고무 휠은 220 grit 서레믹 휠보다 더 미세한 연마를 할 수 있다. 고무 휠들은 샌딩에도 역시 사용된다.
|
|
다른 방법들
연마기에 공구 받침대가 있으면, 윤곽선까지 정확하게 보석을 연마할 수 있다. 받침대를 정당한 각도로 설치한다. 받침대 위에 보석의 상부를 놓고 가볍게 연마한다. 전체에 걸쳐서 같은 각도로 된 관부사면을 지닌 돌을 만들 수 있다.
|
|
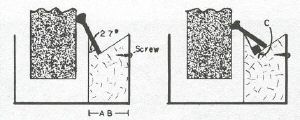 이 방법도 역시 돌의 모서리에 정확한 관부사면을 만들 수 있다. 목재받침에 V 형상의 홈을 만든다. V의 측면은 원하는 각도로 절단한다. 이 각은 작은 나무 받침을 사용하여 바꿀 수 있다. 돞 스틱을 홈에 놓고 돌을 휠에 대고 돌린다. 휠이 홈이 생기지 않도록 앞뒤로 움직여야 함에 주의한다. 이 방법도 역시 돌의 모서리에 정확한 관부사면을 만들 수 있다. 목재받침에 V 형상의 홈을 만든다. V의 측면은 원하는 각도로 절단한다. 이 각은 작은 나무 받침을 사용하여 바꿀 수 있다. 돞 스틱을 홈에 놓고 돌을 휠에 대고 돌린다. 휠이 홈이 생기지 않도록 앞뒤로 움직여야 함에 주의한다.
A-B : 돌과 돞 왁스를 위한 물받이 측면에서 휠로부터의 적당한 간격까지의 거리.
27° : 원하는 어떤 각도. 다른 각마다 다른 받침을 사용한다.
C : 각도에 따라 적절한 받침을 사용한다.
|
|
기하학적인 형상을 연마하고자 하면, 이 가두리 방법을 사용해 보라. Tinker Toys의 특별한 톺 스틱을 만든다. 바닥을 받침대에 놓고 휠의 측면에서 돌을 연마한다. 스틱의 바닥은 직사각형, 팔각형 또는 다른 형상을 연마가공하기 위하여 회전할 수 있다. 수직 또는 수평축 모두의 연마기에서 작업할 수 있다.
|
|
분할법에 의한 연마
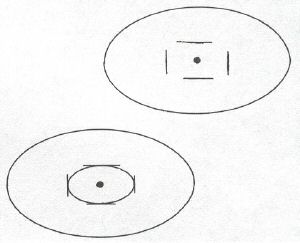
W.E. Meader는 완벽한 캐버션 연마를 하는 이 방법을 고안했다. 정규적인 방법으로 모서리가 연마된 후, 돌의 상부에 끝에서 끝, 옆에서 옆으로 3등분하여 표시한다. 중심에 큰 점을 표시한다. 그리고 나서 돌의 윤곽선과 같지만 작은 타원형을 이루도록 표시를 서로 연결한다.
|
|
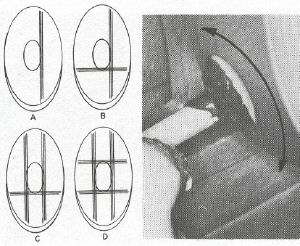
분할에 따라 연마한다. 편평한 상부의 A 모서리를 잘라낸다. 돌을 완전히 가로지르는 큰 호를 그리면서 모서리에서 모서리까지 직선으로 연마한다. 돌을 90도 회전시켜 B와 같이 처음의 연마가공과 수직각으로 연마한다. 한번에 90도씩 돌을 회전시켜 C와 D를 연마한다. 순환을 완료한 후, 돌의 상부가 완벽한 타원형으로 연마될 때까지, 전에 보다 작은 각으로 다시 반복한다.
|
|
연마요령
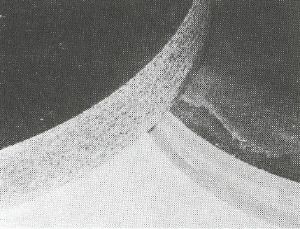
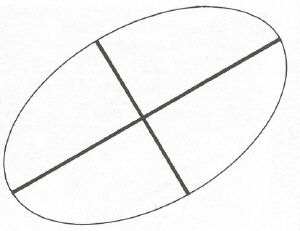
돌의 상부에 편평한 부분이 남지 않도록 하기 위해서, 연마시작 전에 상부에 십자선을 표시한다. 편편한 부분이 연마되어 없어지면 십자선이 보이지 않는다.
|
|
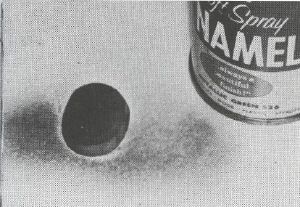
어떤 돌들은 연마시에 제거해야 하는 구멍들 또는 틈들 지니고 있다. 좋은 방법은 우선 돌에 대조용 분무 도장을 하는 것이다. 도장은 구멍들과 틈새들에 스며들 것이다. 도장 반점이 남아 있는 한, 연마를 더 해야 한다.
|
|
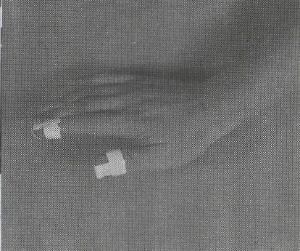
연마 휠로 인해서 손가락과 손톱이 거칠어 진다. 이것은 작은 돌을 연마할 때에 문제가 된다. 테이프로 손가락과 손톱을 감아서 그들을 보호할 수 있다.
|
|
아주 작은 돌들은 손으로 연마하기가 어렵다. 이중 돞핑을 하라. 우선, 상부로 윤곽선까지 돌을 연마한다. 그리고 나서 돞 스틱을 떼어내고 바닥에 다시 돞하므로써, 상부를 둥굴게 하고 샌딩과 광택을 할 수도 있다.
|
|
중 요
|
|
연마를 끝낼 때, 언제나 물을 잠그거나 또는 휠 아래의 스펀지를 제거한다. 그렇지 않으면, 움직임이 없는 다공성의 휠은 하부에 물을 축척한다. 이것은 휠을 불균형상태에 이르게 하여 연마기계의 베어링을 손상시킬 수 있다. 다시 시작할 때에 불균형된 휠이 깨져 날라가 큰 위험을 초래할 수도 있다.
전기장비는 완벽하게 접지해야 함을 명심한다. 벨트에 보호판을 설치한다. 결코 안전 권장치를 초과하는 속도로 휠을 회전시키지 않는다.
언제나 휠의 전면에 걸쳐 연마한다. 보석을 앞뒤로 계속해서 움직이면 휠의 홈이 제거될 수 있다.
힘을 가한다고 해서 연마가 빨라지지 않는다는 것을 강조하는 바이다. 휠만 마모시킬 뿐이다. 여유를 갖고 가볍게 힘을 가한다.
|
|
|
3. 원석 연마 (Grinding gemstones)
|