|
6. МвЧќР§ДмБтРЧ ЛчПы (Using a trim saw)
|
|
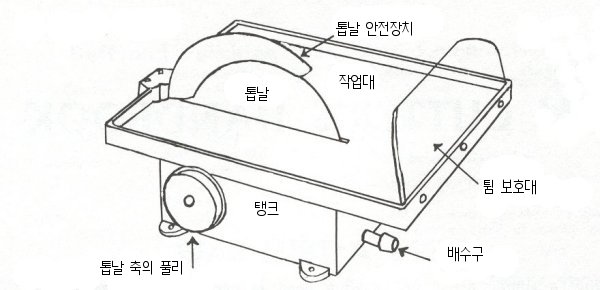
ПјМЎРЛ Р§ДмЧЯДТ ЕЅПЁДТ АЃДмЧб ПЌИЖ Ур ЖЧДТ ПЌИЖ ИгИЎКЮИИРЬ ПфБИЕШДй. БзЗЏГЊ, БзЗБ БтБИЗЮ Р§ДмЧв Мі РжДТ ЕЙЕщРК СЖОрЕЙ, РлРК ХЉБтРЧ ПјМЎ ЖЧДТ РлРК ЦЧ(slab)РИЗЮ СІЧбЕШДй. ДчНХ РхКёПЁ КИМЎММАј Р§ДмБтИІ УпАЁЧЯЙЧЗЮНс, Р§ДмЧв Мі РжДТ ЕЙРЧ СОЗљДТ ХЉАд СѕАЁЧбДй. РЬ РхПЁМДТ МвЧќР§ДмБт( Р§Дм Хщ, trim saw)РЛ ДйЗщДй. ЦЧПы Р§ДмБтДТ ДйРН РхПЁМ О№БоЧбДй. МвЧќР§ДмБтДТ ЦЧПЁМ ПЙКёМКЧќЕщ(preforms)РЛ РпЖѓ ГЛАХГЊ ЖЧДТ РлРК ХЉБтРЧ ПјМЎЕщАњ РкАЅЕщРЧ Р§ДмПЁ ЛчПыЧв Мі РжДй. ИИОрПЁ Р§ДмБтПЁ СЮМш(vise)АЁ РжРИИщ, РлРК ЕЂОюИЎ, МЎШЕШ РлРК ЕЙУтКЮЗЮКЮХЭ РлРК ЦЧЕщРЛ РпЖѓГО Мі РжРЛ АЭРЬДй. 10РЮФЁ (25.4 cm)РЧ СїАцРЛ СіДб МвЧќР§ДмБтДТ СїАц Ор 2 1/2 РЮФЁ (6.35 cm)РЧ ОЯМЎРЛ ЦЧРИЗЮ ИИЕщ Мі РжДй.
|
|

КИМЎР§ДмПы ХщГЏРЧ ХзПЁДТ ЛъОїПы ДйРЬОюИеЕх РдРкЕщРЬ ЕщОю РжДй. ОюЖВ ХщГЏЕщРК А УЖ ПјЦЧРЧ ХзПЁ ХщДЯЕщРЛ ИИЕщАэ БзАїПЁ ДйРЬОюИеЕхПЭ КаИЛБнМгРЧ ШЅЧеЙАРЛ УЄПі ПыЧиЧЯПЉ ПјЦЧПЁ КйПЉМ ИИЕчДй. ДйИЅ ХщГЏЕщРК ХзПЁ СЂТјЕШ БнМгПЁ ДйРЬОюИеЕх ДмЦэЕщРЛ АЎАэ РжАХГЊ ДйРЬОюИеЕхПЭ БнМг ШЅЧеЙАЗЮ ЕШ ПЌМгЕШ ХзИІ АЎАэ РжДй. ДйРЬОюИеЕх ХщГЏРЛ НЧСІЗЮДТ ИёРчПы ХщГЏААРЬ Р§ДмЧЯДТ АЭРЬ ОЦДЯАэ ЕЙРЛ АќХыЧЯПЉ ИЖИ№НУФб ГЊАЃДй. СЖНЩНКЗДАд ДйЗчИщ, ДйРЬОюИеЕх ХщГЏЕщРК РЯЙнРћРИЗЮ МеАЁЖєРЛ КЃСі ОЪБт ЖЇЙЎПЁ ЛчПыЧЯБтПЁ ИХПь ОШРќЧЯДй.
ДйРЬОюИеЕх ХщГЏЕщРК ЙпЛ§ЕЧДТ ПЗЮ РЮЧиМ ИСАЁСіБт ЖЇЙЎПЁ АЧСЖЛѓХТЗЮ ПюРќЧЯПЉМДТ ОШЕШДй. БзЗЏЙЧЗЮ РБШАГУАЂСІИІ ЛчПыЧЯПЉОп ЧбДй. ГУАЂСІРЧ СОЗљДТ ЙЋМіШї ИЙРИИч БзЕщПЁ ДыЧб ГэРяРК ДѕПэ ЙЋМКЧЯДй. РЯЙнРћРЮ АЭЕщРК Texaco Almag,Chevron Base Oil, Shell Pella, ЕюРЏ, ЕюРЏПЭ Ац БтАшРЏРЧ ШЅЧеЙААњ БтИЇРЬ ГьОЦ РжДТ ПЉЗЏ АЁСіРЧ ЙАЕщРЬДй, ДыКЮКаРЧ ХщГЏ СІСЖОїУМЕщРЬ ХщГЏАњ ЧдВВ СіФбОп Чв ПыЙ§РЛ ЕПКРЧбДй.
|
|
|
|
Р§ДмСиКё
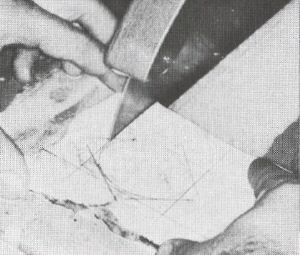
Р§ДмРЛ НУРлЧЯБт РќПЁ, ХщГЏРЬ РжДТ УрРЧ БИИлРЬ УрПЁ РћР§Чб ХЉБтРЮСіИІ СЁАЫЧбДй; УрРЧ ГюИВРЬ ОјОюОп ЧбДй. РЬРН АэИЎПЭ ХщГЏ ЛчРЬПЁ ЖЇАЁ ГЂПЉ РжСі ОЪРК СіИІ ШЎРЮЧбДй. ГУАЂСІДТ ЧЅИщРЬ ХщГЏ Хз РЇЗЮ Ор 1/4РЮФЁ (6.35 mm)ПЁ ДъАд ХЪХЉПЁ УЄПюДй. ХщГЏРЬ ШИРќЧЯИщ, ГУАЂСІДТ РЯСЄЧЯАэ ЙЬММЧЯАд КаЙЋЕЧОюОп ЧбДй. ЦЂБц СЄЕЕЗЮ ИЙРК ГУАЂСІИІ ГжСі ОЪДТДй. МвЧќР§ДмБтРЧ РлОїДыДТ ХЪХЉПЁ АпАэЧЯАд АэСЄЕЧОюОп ЧбДй.
|
|
ЙЬАЁАј РчЗсПЭ РкАЅЕщРЧ Р§Дм
АЁАјЕЧСі ОЪРК РлРК КИМЎРчЗсДТ ОюДР СЄЕЕ ЦэЦђЧб КЮКаРЛ Р§ДмБт РлОїДы РЇПЁ ГѕРИЙЧЗЮНс Р§ДмЕЩ Мі РжДй. РчЗсРЧ ОчТЪРЛ АпАэЧЯАд РтДТДй. ШИРќЧЯДТ ХщГЏ ТЪРИЗЮ РчЗсИІ КЮЕхЗДАд ЙаОю СїМБРИЗЮИИ Р§ДмЧбДй. РчЗсПЁ ЦэЦђЧб КЮКаРЬ ОјРИИщ, ПЌИЖ ШйЗЮ Чб ТЪРЛ ЦэЦђЧЯАд ИИЕчДй. РкАЅЕщЕЕ ААРК ЙцЙ§РИЗЮ ДйЗъ Мі РжСіИИ, ЕкС§ОюСіАХГЊ МеПЁМ ЙЬВєЗЏСіСі ОЪЕЕЗЯ СжРЧЧбДй.
|
|
ДѕПэ ОШРќЧЯАд РкАЅРЛ Р§ДмЧЯДТ ЙцЙ§РК АэСЄБИ(jig)ИІ ИИЕхДТ АЭРЬДй. ЕЮВВ 1/2РЮФЁ (12.7 mm)ПЁМ 3/4РЮФЁ (19.05 mm)РЧ ИёРчСЖАЂПЁ ПЉЗЏ АГРЧ ХЋ БИИлЕщРЛ ЖеДТДй. АЂ БИИлИЖДй РкАЅ ЧЯГЊОП ГжАэ ГьРК ЦаЗЏЧЩ(paraffin)РИЗЮ БИИлРЛ ИоПюДй. АэСЄБИИІ РлОїДыПЁ ГѕАэ Р§ДмЕШ Бф ШЈЕщ ХыЧиМ ЕЙЕщАњ ПЮНКИІ СїМБРИЗЮ Р§ДмЧбДй. ПЮНКДТ ДйНУ ГьРЛ Мі РжРИЙЧЗЮ ДйНУ ЛчПыЧбДй (СжРЧ : ЦаЗЏЧЩРК РЮШМКРЬ ГєДй. РЬСпРИЗЮ ЕШ КИРЯЗЏПЁМ ГьРЬАэ АЂКАЧб СжРЧИІ ЧбДй).
|
|
ЦЧРЧ Р§Дм
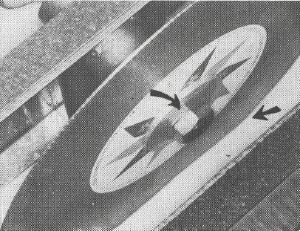
ПјМЎ ЦЧЕщРК АЁАјЧЯСі ОЪРК РчЗсГЊ РкАЅЕщ КИДй Р§ДмЧЯБтАЁ ПыРЬЧЯДй. ПьМБ, КИМЎРЧ ЙйДкРЬ ЕЩ ЦЧРЧ ИщПЁ ДчНХРЬ ПјЧЯДТ ЕЕОШРЛ ЧЅНУЧбДй (2.СЖЧќШИІ РЇЧб ЕЙРЧ СиКё ИІ ТќСЖ). ЕЕОШ СжРЇПЁ СїМБЕщРЛ ЧЅНУЧбДй. БзИЎАэ ГЊМ АпАэЧЯАд РтАэ КЮЕхЗЏПю ОаЗТРИЗЮ МБЕщРЛ ЕћЖѓ ХщСњЧбДй. ИІ ТќСЖ). ЕЕОШ СжРЇПЁ СїМБЕщРЛ ЧЅНУЧбДй. БзИЎАэ ГЊМ АпАэЧЯАд РтАэ КЮЕхЗЏПю ОаЗТРИЗЮ МБЕщРЛ ЕћЖѓ ХщСњЧбДй.
|
|
АцЛчСј Р§ДмРЛ ЧиОп ЧбДйИщ, ПьМБ ЕЙРЧ И№МИЎПЁ ОрАЃРЧ ХщДЯИІ ИИЕчДй. БзИЎАэ ГЊМ ПјЧЯДТ АЂЕЕИИХ ЦЧРЛ ШИРќНУФбМ Р§ДмРЛ АшМгЧбДй.
|
|
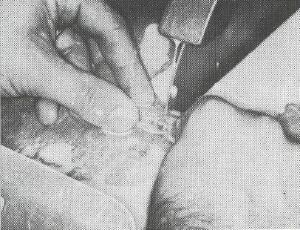
ПЙКёМКЧќ СжРЇИІ ХщДЯЗЮ Р§ДмЧЯЙЧЗЮНс ПЌИЖНУАЃРЛ СйРЯ Мі РжДй. КИМЎРЧ РБАћМБ СжРЇБюСі Р§ДмЧбДй. БзИЎАэ ГЊМ ГВОЦ РжДТ ЕЙУтКЮИІ ЧУЖѓРЬОюЗЮ РпЖѓГНДй.
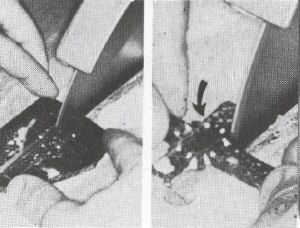
НЪРкАЁПЭ ААРЬ И№МИЎ ОШТЪРЛ Р§ДмЧиОп ЧЯДТ ЕЕОШРК ЦЏКАЧб ЙЎСІСЁРЬ ГЊХИГНДй. ХщГЏРЧ АюЗќЗЮ РЮЧиМ, ИщПЁ ЧЅНУЧб АЭКИДй РлОїДыПЁ ГѕПЉ РжДТ ЕЙРЧ ИщРЛ ШЮОР Дѕ Р§ДмЧи ЕщОюАЁАд ЕШДй. РЬЗЏЧб ЙЎСІСЁРЛ ЧиАсЧЯБт РЇЧЯПЉ, ПьМБ ПђСїРгРЬ ОјДТ ХщГЏПЁ ЕЙРЛ ДэДй. ЕЙРЧ ЛѓКЮПЭ ХщГЏ Хз ЛчРЬРЧ АХИЎИІ УјСЄЧбДй. ЕЕОШРИЗЮКЮХЭ ААРК АХИЎАЁ ЖГОюСіАд ЧЯПЉ СЁЕщРЛ ЧЅНУЧбДй. БзИЎАэ ГЊМ Р§ДмБтИІ ЕЙИЎАэ РЬ СЁЕщБюСі Р§ДмЧбДй.
|
|
ЕЙРЧ КИРЬСі ОЪДТ ИщБюСіРЧ Р§ДмРЬ ОЫИТРК БцРЬРЬДй. ЕЙРЛ ЕкС§Ою Р§ДмРЬ МЗЮ БГТїЕЧДТ ИщРИЗЮКЮХЭРЧ РћДчЧб АХИЎПЁ СЁЕщРЛ ЧЅНУЧбДй. РЬ СЁЕщБюСі Р§ДмЧЯЙЧЗЮНс ЕЙРЧ ЙнДыИщПЁЕЕ ОЫИТРК БцРЬЗЮ Р§ДмРЛ ИИЕчДй.
|
|
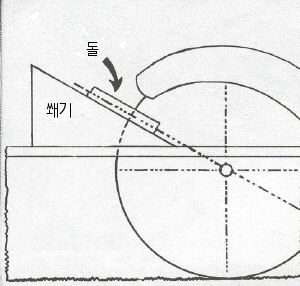
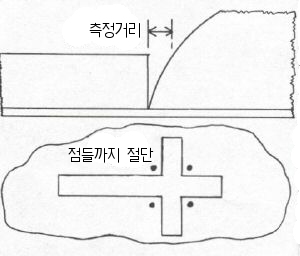
И№МИЎРЧ ОШТЪРЛ Р§ДмЧЯДТ ЖЧ ДйИЅ ЙцЙ§РК ГЊЙЋНћБтИІ ИИЕхДТ АЭРЬДй. НћБтРЧ АцЛчАЂРК ПЌИЖ УрАњ РЯСїМБРЛ РЬЗчОюОп ЧбДй. ХщГЏЗЮ НћБтРЧ СпНЩПЁ Бф ШЈРЛ ГНДй. Бф ШЈПЁ ХщГЏРЬ ЕщОюАЁЕЕЗЯ ЧЯПЉ НћБтИІ РлОїДыПЁ ГѕДТДй. БзИЎАэ ГЊМ, ЕЙРЛ НћБт РЇПЁ ГѕАэ ШИРќЧЯДТ ХщГЏЗЮ ЙЬВєЗЏСіАд ЧбДй. ХщГЏ ЧЯКЮР§ДмРЧ ДыКЮКаРК РЬ АэСЄБИЗЮ РЮЧи СІАХЕЩ АЭРЬДй.
|
|
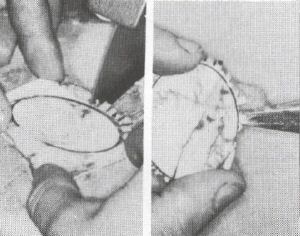
АюРЬ Сј ГЛКЮИІ Р§ДмЧЯБт РЇЧЯПЉ, ЕЕОШПЁ АЁБѕАд МіСїР§ДмЕщРЛ ГНДй. ХщГЏ РлОїДыРЧ ЧЅИщПЁ КИРЬДТ АЭКИДй БэАд Р§ДмЕЧДТ АЭРЛ ПАЕЮПЁ ЕаДй (РЇИІ ТќСЖ). РЯЗУРЧ Р§ДмРЛ ГН ШФПЁ, Бз АсАњ Л§Бф ЕЙУтКЮЕщРЛ НКХЉЗчЕхЖѓРЬЙіГЊ ЧУЖѓРЬОюЗЮ РпЖѓ ГНДй.
|
|
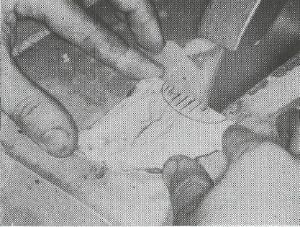
ИИОрПЁ АјБИИІ Рп ДйЗчИщ, ИёРч ХщРЧ Р§ДмПы АЁЗЮДыПЭ ААРК, ОуРК СЖАЂЕщРЧ Р§ДмПЁ ЛчПыЧЯДТ КЮМгЧАРЛ ИИЕщ Мі РжДй. АЁЗЮДыПЭ ХщГЏРК ПЯРќШї ЦђЧрЧиОп ЧбДй. БзЗИСі ОЪРИИщ, ЕЙПЁ КёНКЕыШї ШћРЛ АЁЧиСЎМ ХщГЏРЬ ШжАд ЕШДй. Р§ДмПы АЁЗЮДыДТ ЛѓАЈММАј ПЙМњАЁРЮ Charles Irvin D.V.M.АЁ ОуАэ ЦђЧрЧб ИщЕщРЛ СіДб СЖАЂЕщРЛ Р§ДмЧЯБт РЇЧиМ ЛчПыЧЯДТ АЭРЬДй.
|
|

ДмЙщМЎ(opal), ШЋПС(ruby), УЛПС(sapphire), ЕюЕюАњ ААРК БЭЧЯАэ КёНб ЕЙЕщРЧ АЊСј ЙЬАЁАј РчЗсИІ Р§ОрЧЯБт РЇЧиМДТ ОуРК ХщГЏЗЮ Р§ДмЧЯДТ АЭРЬ УжЛѓРЬДй. РЬ ЦаНУХЭ(faceter)РЧ МвЧќР§ДмБтРЧ ХщГЏ ЕЮВВДТ 0.012РЮФЁ (0.3 mm)РЬДй. ЛчПыЕЧДТ ОуРК ХщГЏРЧ ДыКЮКаРК СїАцРЬ 4РЮФЁ (101.6 mm)РЬДй.
|
|
МвЧќР§ДмБтПЁ РЧЧб ЦЧ Р§Дм(slabbing)
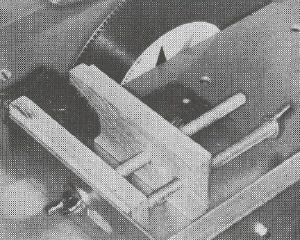
ИЙРК МвЧќР§ДмБтЕщРЬ ЙЬАЁАј РчЗсИІ КйРтБт РЇЧб СЮМш(vise)ИІ АЎАэ РжОю РчЗсИІ ЦЧРИЗЮЕЕ Р§ДмЧв Мі РжДй. СЮМшДТ СЖР§АЁДЩЧб АЁЗЮРЬМлДыИІ АЎАэ РжОю ПЉЗЏ АЁСіРЧ ЕЮВВРЧ ЦЧЕщРЛ Р§ДмЧв Мі РжДй. ПЉБтПЁ ГЊХИГЊ РжДТ АЭАњ ААРЬ, ПЉЗЏ Р§ДмБтЕщРЬ МіЦђРИЗЮ ПђСїРЬДТ СЖНК(jaws)АЁ РжДТ СЮМшИІ АЎАэ РжДй. ГЊЛчАЁ ГЊРжДТ КРЕщ СпПЁ ЧЯГЊДТ СЖЗЮ ЕЙРЛ СЖРЬДТ ЕЅПЁ ЛчПыЕШДй. ДйИЅ ЧЯГЊДТ СЖРЧ ЙнДыИщРИЗЮКЮХЭРЧ АЃАнРЛ ЕЮДТ ЕЅПЁ ЛчПыЕШДй. ДйИЅ ЧќХТРЧ СЮМшПЁДТ АЃАнРЛ СЖСЄЧЯБт РЇЧб ПЉЗЏ АЁСі ХЉБтРЧ ДмЦэЕщРЬ ПфБИЕШДй.
|
|
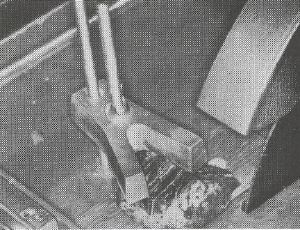
РЬ Р§ДмБтРЧ СЮМшДТ ЕЙРЛ РтБт РЇЧЯПЉ ММ АГРЧ СЂУЫСЁРЛ АЎАэ РжДй. АЃАнСЖСЄАњ СЖРгПыРИЗЮ ЕЮ АГРЧ ГЊЛчАЁ Сј КРЕщРЬ ЛчПыЕШДй. СЖРг ПЯУцРЛ РЇЧиМ ОЦЗЁРЧ СЖПЁ ИёРчИІ ЛчПыЧбДй.
|
|
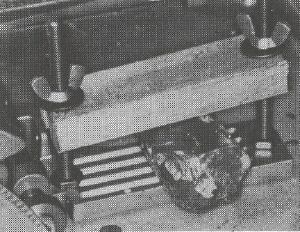
ОюЖВ МвЧќР§ДмБтЕщРК АэСЄМш(clamp)ЧќХТРЧ СЮМшИІ АЎАэ РжДй. ЕЙЕщРК АцСњИёРч СЖРЧ ХКМКПЁ РЧЧиМ АэСЄЕШДй. ЛѓКЮРЧ СЖДТ ПЉЗЏ АЂЕЕЗЮ СЖСЄЕШДй.
АцАэ : СЖАЁ ОюЖАЧб ЧќХТРЬЕчСі АЃПЁ, СЮМшДТ ХщГЏАњ РЯСїМБРЛ РЬЗчОюОп ЧбДй. СІСЖОїУМЕщРК РЯЙнРћРИЗЮ СЄЗФСЁАЫРЛ РЇЧб ЙцЙ§РЛ БтМњЧЯАХГЊ ЖЧДТ АјРхПЁМ СЮМшИІ СЄЗФЧбДй. Р§ДмБтПЁ ДыЧб СЄЗФСЄКИПЁ ДыЧб СЄКИИІ ЙоСі ИјЧпДйИщ, ЦЧИХОїУМГЊ СІСЖОїУМПЁ ЙЎРЧЧбДй.
|
|
ЦЧПы СЮМшДТ ЕЙРЛ ХщГЏ ТЪРИЗЮ КИГЛБт РЇЧб РлПыЗТРЛ АЎАэ РжОюОп ЧбДй. МвЧќР§ДмБтПЁДТ СпЗТАјБо ЙцНФРЬ АЁРх РЯЙнРћРИЗЮ ЛчПыЕШДй. ВіРЬГЊ СйРЬ СЮМшПЁ ПЌАсЕЧОю Р§ДмБт ЕкТЪПЁ РжОю ЧЎИЎ РЇПЁ ГѕРЮДй. ВіРЧ Чб ТЪПЁ СпЗЎУМАЁ ПЌАсЕШДй. ИЙРК Р§ДмАЁЕщРЬ И№ЗЁ, ЕЙ ЖЧДТ ЙАРЬ РжДТ РлРК ХыРЛ СпЗЎУМЗЮ ЛчПыЧбДй. ЛчПыЧиОп ЧЯДТ СпЗЎРЧ СЄЕЕДТ СІСЖОїУМПЁ ЕћЖѓ ДйИЃДй. Р§ДмБтПЭ ЧдВВ СІАјЕЧДТ СіФЇМИІ КЛДй.
|
|
СпЗЎАјБо ЙцНФРИЗЮ ЦЧ Р§ДмЧЯБт РЇЧЯПЉ, ПьМБ СЮМшЗЮ ЕЙРЛ АпАэЧЯАд СЖРЮДй. МеРИЗЮ ЕЙРЛ КёЦВОю ДРНМЧЯСі ОЪРК СіИІ СЁАЫЧбДй. АЁЗЮРЬМлДыИІ СЖР§ЧЯПЉ ПјЧЯДТ ЦЧРЧ ЕЮВВИІ ИТУсДй (ДыКЮКаРЧ Р§ДмАЁЕщРЬ 3/16РЮФЁ (4.76 mm)ПЁМ 1/4РЮФЁ (6.35 mm)ИІ МБШЃЧбДй. ХщГЏРЬ ЕЙРЧ ПЙИЎЧб ЕЙУтКЮПЭ ДъСі ОЪЕЕЗЯ СЮМшИІ СЖР§ЧбДй. ЕЙУтКЮДТ ХщГЏРЛ ШжАд ЧбДй. Р§ДмЧЯБт РќПЁ РЬЕщРЛ ПЌИЖЧЯПЉ ОјОжДТ АЭРЬ УжЛѓРЬДй.
|
|
СпЗЎУМИІ ВіРИЗЮ ПЌАсЧЯБт РќПЁ, РќЕПБтИІ ЕЙИЎАэ АэСЄЕШ ЕЙРЛ УжМвРЧ ОаЗТРИЗЮ ХщГЏ ТЪРИЗЮ ЙЮДй. А№ ЕЙПЁ ШЈРЬ ЦФПЉ ГЊАЅ АЭРЬДй. БзЗЏИщ, СпЗЎУМИІ КйРЬАэ СпЗЎУМАЁ СЮМшИІ ДчБц ЖЇБюСі ВіРЛ СЖНЩНКЗДАд ГЛЗС ГѕДТДй. Р§ДмБтАЁ ОЯМЎРЛ СЖБн Р§ДмЧи ЕщОюАЁИщ, СЮМшИІ ЕкЗЮ ДчАмМ Р§ДмРЬ ХщГЏАњ СЄЗФЕЧОю РжДТ СіИІ СЁАЫЧбДй. ИИОрПЁ СЄЗФЕЧОю РжСі ОЪРИИщ, АЁЗЮРЬМлДыИІ СЖР§ЧЯПЉ АэФЃДй. БзИЎАэ ГЊМ, Р§ДмРЬ АХРЧ ПЯЗсЕЩ ЖЇБюСі АшМг СјЧрНУХВДй. ХщГЏРЬ ПЯРќШї АќХыЕЧБт РќПЁ, СпЗЎУМИІ СІАХЧЯАэ МеРИЗЮ ОаЗТРЛ ОрЧЯАд АЁЧЯПЉ Р§ДмРЛ ИЖЙЋИЎЧбДй. Р§ДмРЛ ИЖЙЋИЎЧЯИщ ЧзЛѓ РлРК ЕЙУтКЮАЁ ГВАд ЕШДй. СЮМшАЁ ИиУпСі ОЪРИИщ, АќХыЧЯДТ МјАЃПЁ РлОїДы Ек ТЪРИЗЮ КќИЃАд ДчАмСіАэ ЕЙУтКЮЗЮ РЮЧиМ ХщГЏРЬ ЛчЙпИ№Оч(ШжОюСіАд)РЬ ЕЩ МіЕЕ РжДй.
|
|
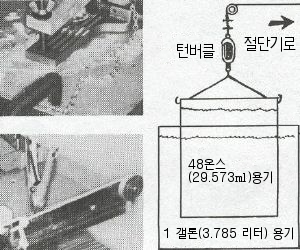
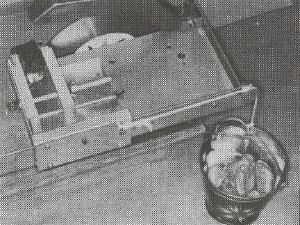
СпЗЎАјБоЙцНФРЧ СЮМшИІ ИиУпБт РЇЧиМ ПЉЗЏ АЁСіРЧ ЙцНФЕщРЬ ЛчПыЕШДй. СЮМшПЁ УМРЮРЛ АЩАэ РЬАЭРЛ Р§ДмБтРЧ Ое ТЪПЁ АЩОю Еб МіЕЕ РжДй. СЮМшАЁ ЙЬВєЗЏСіДТ БцРЛ ЕћЖѓ ХЌИГРЛ КЮТјЧв МіЕЕ РжДй. Чб ЕЖУЂРћРЮ ЙцЙ§РЛ ПЉБтПЁ КИРЮДй. ЙА 48ПТНКРЧ ПыБтДТ СпЗЎУМРЬДй. РлРК ПыБтАЁ ХЋ ПыБтПЁ АЁЖѓОЩРИИщ, ЙЋАдДТ СЁТї СйОюЕщОю АјБоРЬ ИиУпАд ЕШДй. ХЯЙіХЌЗЮ Р§ДмЧЯАэРк ЧЯДТ БцРЬИІ СЖР§ЧбДй.
|
|
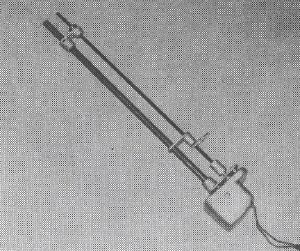
ОюЖВ МвЧќР§ДмБтЕщРК ЧіРч ЕПЗТАјБоРхФЁЗЮ ЕШ СЮМшИІ АЎУпАэ РжДй. РлРК РќЕПБтАЁ СЮМшИІ КЮЕхЗДАэ РЯСЄЧб ОаЗТРИЗЮ ХщГЏ ТЪРИЗЮ УЕУЕШї ДчБфДй.
|
|
ОюЖВ СІСЖОїУМЕщРК ЧіРч РкЛчПЭ ДйИЅ ШИЛчРЧ Р§ДмБтПЁ КЮТјЧв Мі РжДТ КИСЖ ЕПЗТАјБоРхФЁИІ Л§ЛъЧбДй.
|
|
ЕПЗТАјБоРхФЁЗЮ ЦЧ Р§ДмЧЯБт РЇЧЯПЉ, ЕЙРЛ СЮМшПЁ ДмДмЧЯАд АэСЄЧбДй. ХщГЏПЁ ЕЙРЬ АХРЧ ДъРЛ СЄЕЕЗЮ СЮМшИІ ПХБфДй. Р§ДмБтИІ ФбАэ АјБоРхФЁ РќЕПБтРЧ РќПјРЛ ПУИАДй. ЕЙРК ПЯРќШї Р§ДмЕЩ ЖЇБюСі ДчАмСјДй.
|
|

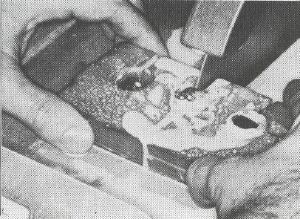
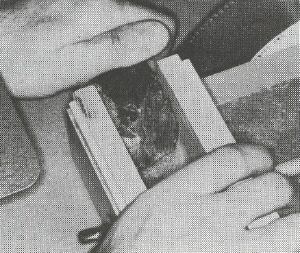
РкАЅЕщЗЮКЮХЭ РлРК ЦЧЕщРЛ ЦэИЎЧЯАд Р§ДмЧЯДТ ЙцЙ§РК СжЧќПы МвМЎАэ ЕЂОюИЎПЁ ДйЗЎРЧ РкАЅЕщРЛ ГжОю СжЧќЧЯДТ АЭРЬДй. СжЧќРЛ РЇЧЯПЉ, СЮМшПЁ ЕщОюАЅ Мі РжДТ РлРК ЛѓРк (РлРК ПьРЏЦбРЬ ССДй)ИІ ЛчПыЧбДй. МвМЎАэАЁ БЛРИИщ, ЦЧСіИІ ЙўАмГЛАэ ЕЂОюИЎИІ ЦЧРИЗЮ Р§ДмЧбДй. LapidabrateРЧ Stik-Tite ЄЧЮПы СЂЧеСІЕЕ ПЊНУ РЬЗЏЧб ИёРћРИЗЮ ЛчПыЧв Мі РжДй. РЬАЭРК МіПыМКРЬБт ЖЇЙЎПЁ, МвМЎАэПЁМ ЕЙРЛ ЖМОю ГЛБтАЁ НБДй. ЕЙЕщРЛ МвМЎАэГЊ ЄЧЮ СЂЧеСІПЁ ГжБт РќПЁ, ММСІГЊ РћДчЧб ПыСІЗЮ БтИЇРЛ СІАХЧбДй. ИИОрПЁ БтИЇРЬ ЙЏЧє РжРИИщ, Р§ДмЧЯДТ ЕПОШПЁ ЦЂОю ГЊПЭ ХщГЏРЛ МеЛѓНУХГ Мі РжДй.
|
|

Р§ДмЧЯБт ОюЗСПю ЕЙЕщРК BillРЧ Super Rock ClampПЭ ААРК РхФЁЗЮ РтРЛ Мі РжДй. СЮМшИІ РЬПыЧЯПЉ Чб Йј Р§ДмРЛ ЧбДй. БзЗЏИщ ЦэЦђЧб КЮКаРЬ АэСЄМшПЁ ЕщОюАЁ РсБтАд ЕШДй. СІСЖОїУМПЁМ ОЫЗССи ДыЗЮ МвЧќР§ДмБтПЁ ИёРч КИСЖДыИІ МГФЁЧЯПЉ АэСЄМшАЁ СїМБРИЗЮ ПђСїРЯ Мі РжЕЕЗЯ ЧбДй. (КИСЖДыДТ ОюЖАЧб СіСЁПЁМЕчСі ХщГЏАњДТ ААРК АХИЎИІ РЏСіЧиОп ЧбДй). РЬ ЧќХТРЧ АэСЄМшДТ ХыЛѓРћРЮ СЮМшЗЮ АэСЄЧв Мі ОјДТ РчЗсИІ Р§ДмЧв Мі РжАд Чи СиДй.
|
|

ДйРЬОюИеЕх ХщГЏРК СЁТї ЙЋЕ№ОюСЎ АЅ АЭРЬДй. ЦЏШї ПС(jade)ААРЬ СЖЙаЧб РчЗсЕщРЛ Р§ДмЧб ЕкПЁДТ. ЙЋЕѕРК НЧСІЗЮДТ БнМгСЂТјСІАЁ ДйРЬОюИеЕхЕщ ЛчРЬПЁ ГЂРЬБт ЖЇЙЎРЬДй. ХщГЏРЛ ПЙИЎЧЯАд ЧЯЗСИщ, ПРЗЁЕШ КИМЎММАјПы ПЌИЖ Шй (220 grit, КЮЕхЗЏПю СЂТј), ОчШИ ЖЧДТ КЮЕхЗЏПю КгРК КЎЕЙ СЖАЂРЛ Р§ДмЧбДй. ДыКЮКаРЧ СІСЖОїУМЕщРЬ ХщГЏРЛ ПЙИЎЧЯАд ЧЯДТ ЙцЙ§РЛ ОЫЗС СжАэ РжДй.
|
|
ГУАЂСІАЁ СЁТї ДѕЗЏПіСіАэ ФЇРќЙАРЬ ТїАд ЕЩ АЭРЬДй. БзЗЏИщ, ХЪХЉИІ ПЯРќШї ММУДЧЯАэ ЛѕЗЮПю ГУАЂСІИІ УЄПюДй. ДыКЮКаРЧ Р§ДмБтЕщРЬ ХЪХЉИІ ЙшМіЧЯБт РЇЧб ЙшМіБИИІ АЎАэ РжДй. АЁВћ РлОїДыИІ ЕщОюГЛОюОп Чв ЖЇАЁ Л§БфДй. ММУДЧЯЗСИщ ХЪХЉРЧ ЙйДкРЛ ЖМОюГЛОюОп ЧЯДТ БИСЖИІ АЁСј Р§ДмБтЕЕ РжДй.
|
|
ХщГЏРЧ ЧќХТПЭ ХЉБтПЁ ЕћЖѓ, СІСЖОїУМЕщРК 3,500 ПЁМ 6,500 sfpm (КаДч ЧЅИщЧЧЦЎ) (1066.80 ПЁМ 1981.20 mpm, КаДч ЧЅИщЙЬХЭ)РЧ МгЕЕИІ БЧРхЧЯДТЕЅ, РЬИІ rpm (КаДч ШИРќМі)ЗЮ ЙйВйЗСИщ, РЬ АјНФРЛ ЛчПыЧбДй:
11,460/ХщГЏРЧ СїАц(РЮФЁ) = ХщГЏ(Ур)РЧ rpm
Р§ДмРхКёИІ ЛчПыЧв ЖЇДТ, РћР§Чб СЂСіИІ ЦїЧдЧб ОШРќБдФЂРЛ ЕћИЅДй. РЬ АЃДмЧб БдФЂЕщРК ХщГЏРЧ МіИэРЛ ПЌРхНУФб СиДй. АсФк ХщГЏРЛ АЧСЖЛѓХТЗЮ ШИРќНУФбМДТ ОЪДТДй. Р§ДмНУПЁДТ ГЪЙЋ ИЙРК ОаЗТРЛ АЁЧЯСі ОЪДТДй. ХщГЏРЬ Р§ДмЧЯЕЕЗЯ ЧбДй. ХщГЏРЬ Чб ТЪРИЗЮИИ ИЖИ№ЕЧСі ОЪДТ СіИІ ШЎРЮЧбДй. РЬАЭРК СЄЗФРЬ Рп ЕЧСі ОЪОвРНРЛ РЧЙЬЧбДй. ХщГЏРЬ ЕкЦВИЎАХГЊ, ЛчЙпИ№ОчРЬ ЕЧАХГЊ ЖЧДТ ШжОюСіАХГЊ ЧЯИщ, НКНКЗЮ МіИЎЧЯЗСАэ ЧЯСі ИЛАэ ЦЧИХОїУМГЊ СІСЖОїУМИІ СЂУЫЧбДй.
|
|
|
6. МвЧќР§ДмБтРЧ ЛчПы (Using a trim saw)
|