|
5. 원석 광택 (Polishing gemstones)
|
|
원석 연마가공에 있어서의 최종단계는 광택이다. 만약에 미세연마를 잘 했으면, 이 작업은 수 분에 이루어진다. 광택은 어떠한 재료로 제거하지 않는다. 그러므로 이 과정에서는 긁힌 자국이나 흠을 제거할 수 없다. 만약에 긁힌 자국이 커지거나 뚜렷하면, 돌을 다시 샌딩(미세연마)해야 한다.
보석은 버프(buff)에서 광택용 복합물(polishing compound)로 광택된다. 여러 가지의 복합물과 버프가 있으며 각 연마가공가마다의 선호도가 있다. 많은 돌들이 여러 가지의 혼합물로 균일하게 잘 광택이 난다. 광택을 내기 어려운 돌들은 특별한 기법이 필요하다.
|
|
펠트버프는 오랜 동안 선호되어 왔다. 경질 펠트로 된 고형 휠이 가장 일반적으로 사용된다. 얇은 경질 원형펠트도 역시 금속이나 목재원판에 접착하는 데에 사용된다. 어떤 연마가공가들은 넓은 펠트 또는 오래된 모자 펠트로 버프를 만든다. 이 재료는 결이 고른 돌들에 잘 작용할 것이지만, 부분파임(undercut)이 있는 보석들에는 권장되지 않는다. 펠트에서의 마찰은 열을 급속히 발생시킨다. 과열되는가를 수시로 점검한다.
|
|
가죽은 효율과 경제성 모두를 지닌 다용도의 버핑 재료이다. 대부분 고형가죽 휠들이 사용되어 왔지만, 넓은 가죽도 일반적으로 사용된다. 이 재료는 홈이 파인 원판 또는 Peel 'Em Off 형태의 접합제로 부착할 수 있는 원형 가죽에 맬 수 있다. 접합제는 가죽의 매끄러운 면에 발라야 한다. 가죽의 거친 부분에 복합물이 더 잘 붙는 것으로 대부분의 연마가공가들은 믿고 있다. 가죽도 역시 열을 발생하지만 펠트만큼 많지 않다.
|
|
머즐린(muslin) 버프들은 다양한 두께의 천들을 함께 여러 줄로 재봉질하여 만든다. 버프들은 일반적으로 1/4인치(6.35 mm) 또는 1인치(25.4 mm)의 두께가 나온다. 2 또는 3 개의 버프들을 광택용 축에 결합하는 것이 최상이다. 머즐린 버프를 사용하기 전에, 하나 또는 두 개의 재봉질 실을 뜯어서 버프의 모서리가 느슨하게 한다. 이들 버프들은 부드러운 돌들과 열에 민감한 보석들에 적합하다.
|
|

천막천(canvas)는 아주 적은 마찰을 내기 때문에 열에 민감한 돌들에 적합하다. 상대적으로 빨리 마모되지만 가격은 싸다.
|
|
John Willhammer는 Petoskey stone (석회질 화석재료)와 광택내기 어려운 보석들에는 두꺼운 면 우단이 좋다는 것을 알아냈다. 우단의 기다란 보풀들이 광택복합물을 잘 붙잡는다. 복합물을 잘 흡수하지 않는 관계로 방오성(stainproof) 우단은 잘 작용하지 않을 것이다. 최상의 재료는 실내장식이나 휘장으로 사용하는 플러쉬 천(plush) 이다.
|
|
펠론(pellon)은 한때 산업용 광택재로 사용되었던 플래스틱 재료이다. 원형들은 한 쪽에 접착제가 있어서 즉시 사용할 수 있도록 되어서 나온다. 뒷면의 덧 종이를 제거한 뒤에 그것들을 금속이나 목재 원판에 붙이고 누르면 된다. 코르크 완충재는 탄성이 원하는 정도이면 사용할 수 있다. 펠론은 편평한 표면, 부분파임이 있는 돌들과 열에 민감한 보석들의 광택에 좋은 것으로 알려져 있다. 석영보석들(quartz gems)에 아주 잘 작용한다.
|
|
R.H. Dollar Company는 자연산과 인공 섬유들로 만들어진 일련의 3 개의 광택원판들을 만든다. 하나는 열에 민감한 돌에 사용하고, 하나는 모든 보석들(gems)에 일반적으로 사용되며 하나는 귀보석(jewelry)과 일부의 돌들의 광택에 사용된다.
|
|
목재, 넓은 코르크, 모직 융단 천과 여러 가지의 두꺼운 섬유들도 역시 버프로 사용된다. 만약에 재료가 광택용 복합물을 잘 붙들고 있으면 버프로서 잘 작용할 수 있을 것이다.
|
|
버핑 장비
샌딩에 사용되는 같은 편평하고 볼록한 원판들과 바퀴모양의 휠들이 광택용으로 사용될 수 있다. 가죽, 천막천과 다른 형태의 헝겊이 이음매가 없는 용수철에 의해서 부착되거나 또는 테의 주위에 홈들을 지닌 원판들에 매어진다. 가죽과 처리된 천막천 (보석상점에서 구입할 수 있다)도 역시 Peel 'Em Off 접착제로 스펀지 고무완충을 지닌 원판에 붙일 수 있다. 볼록한 원판들은 편평한 표면들을 광택을 내는 데에 권장된다. 바퀴형 휠은 보석의 형상을 잘 이루기 때문에 캐버션에 잘 작용하는 버프를 만든다.
|
|
R.H.Dollar Co.는 자사의 공기주입식 드럼샌더용으로 여러 가지의 이음매가 없는 광택용 벨트를 만든다. 가죽, 천막천과 상부에 펠트가 있는 직물로 된 벨트들을 구입할 수 있다. 광택표면의 견고성은 드럼의 공기압을 조정하므로써 바꿀 수 있다. 일반적으로, 다른 돌들은 탄성버프에서 광택이 잘 나는 반면에 부분파임이 있는 돌들은 견고한 덧댐이 있어야 한다.
|
|
일부 벨트 샌더들도 역시 천막천 벨트로 광택을 낸다. 벨트는 돌의 형상과 잘 일치되어 광택이 빠르다.
|
|
편평하며 볼록한 원판들은 일반적으로 탄성완충재를 가지고 있다. 공통적으로 사용하는 완충재로는 스펀지 고무, 부드러운 두꺼운 펠트, 융단 천과 다른 형태의 헝겊들이다. 약한 탄성이 요구되는 곳에는 종종 넓은 코르크가 사용된다. 단단하고 얇은 원형 펠트 버프들은 일반적으로 완충재없이 원판에 직접 접착된다. 넓은 가죽도 역시 이와 같은 방법으로 사용될 수도 있다.
|
|
예비광택 복합물들
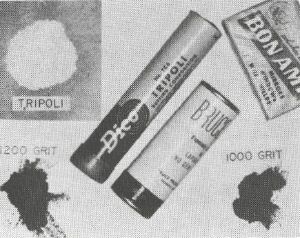
비록 필요하지 않더라도, 보석을 광택버프에 대기 전에, 예비광택하는 것이 현명하다. 이를 위하여, 여러 가지의 아주 연한 연마재들이 사용된다. 트리펄리(Tripoli), 규조토, 1,000 또는 1,200 실리컨 카바이드 grit 또는 Bon Ami와 같은 연마분말(cleanser)들이 예비광택 복합물로서 사용될 수도 있다. 등급이 이루어져 있기 때문에 돌을 긁는 큰 낟알들이 없는 관계로 트리펄리와 미세한 실리컨 카바이드 grit들이 최상이다.
|
|
광택용 복합물
산화주석(tin oxide)는 보석연마가공가들이 다방면에 걸쳐 선호되는 것이다. 보석을 미세광택내기 위하여 모든 여러 가지의 버프들과 조합하여 사용된다. 이 복합물의 가격도 적당하다. 마노(agate), 규화목(petrified wood), 결정성 석영보석들(crystalline quartz gems), 흑요석(obsidian), 옥(jade)와 많은 다른 돌들을 광택내는 데에 사용한다.
|
|
산화 시리엄(cerium oxide)는 광학산업에 널리 사용되는 광택용 복합물이다. 많은 연마가공가들이 이것이 산화주석도 보다도 광택을 더 잘 내는 것으로 믿고 있다. 그러나, 주석보다 아주 비싸다. 산화 시리엄은 부분파임되는 것들을 제외한 모든 석영집단 광물들을 포함한 많은 보석들에 선호된다.
|
|
얼루머너 분말 (levigated alumina)은 산화 얼루머넘이다. 이것은 아주 비싸지도 않지만 광택이 빠르지 않을 뿐만 아니라, 다른 복합물만큼 잘 되지도 않는다. 가격이 저렴한 관계로, 많은 양의 돌들을 광택내야 하는 곳에 종종 사용된다.
다른 형태의 산화 얼루머넘들은 ruby powder, sapphire powder, diamontine,ruby dix, damascus ruby powder 등등과 같은 상표로 판매된다. 그들은 얼마나 잘 등급되었는지 에 따라 효율이 다르다
|
|
산화 얼루머넘인 Linde A도 역시 고도로 통제된 상태에서 만들어진 합성 강옥(synthetic corundum)이다. 이것은 다이어먼드 다음으로 유용한 최고의 광택재(polishing agent) 이다. 얼루머너 분말과는 달리, 이것은 일정한 낟알 크기로 조심스럽게 등급된다. 비교적 비싸지만 다소 오래간다. 많은 연마가공가들이 산화주석 또는 산화 시리엄에 이것을 섞는다. 대중적인 혼합은 산화주석 1 파운드(0.4536 kg)에 Linde A 1 온스(31.1035 g)를 섞는 것이다. Linde A는 부분파임이 있는 돌들의 광택에 매우 우수하다.
|
|
일반적으로 산화 크로움(chrome oxide)라고 하는 산화 크로우미엄 (chromium oxide)은 녹이 심한 녹색 복합물이다. 한 때, 대부분의 연마가공가들이 옥(jade), 장미휘석(rhodonite)와 부분파임이 있는 돌들을 광택내는 데에 사용했다. 아직도 많은 연마가공가들이 사용하고 있지만, 이제는 대다수가 Linde A 또는 산화주석을 선호한다.
|
|
다이어먼드 연마재는 가장 효율적인 광택재(polishing medium)이다. 이것은 보이는 바와 같이 복합물 주사형태로 구입하여 수지처리 원판이나 벨트, 경질목재 휠과 다른 중간재와 같이 사용한다. 수지접착 휠과 다이어먼드 충전 헝겊 벨트와 원판과 같은 제품도 구할 수 있다. 더 완벽한 정보를 위해서는, '원석연마가공을 위한 다이어먼드 연마재의 사용법'과 같은 서적을 참조하기를 다시 한번 권한다.
|
|
바네사이트(barnesite), 이산화 저코니엄(zirconium dioxide)와 루즈(rouge)와 같은 여러 가지의 다른 복합물들도 역시 광택용으로 사용된다. 바네사이트는 산화희토(rare earth oxide)의 혼합물이며 품질로는 시리엄(cerium)과 비교할 만 하다. 이산화 저코니엄은 산화 시리엄과 비슷하다. 루즈(산화철)은 금속광택재이며 보석용으로는 드물게 사용한다. 이 밖에 상표명으로 판매되는 광택재들은 수 없이 많다. 그들은 일반적으로 제조업체에 의해서 복합된 여러 가지의 산화물들의 혼합물이다.
|
|
예비광택 기법
만약에 분말형태의 예비광택 복합물을 사용한다면, 짙은 크림과 같은 정도로 물과 섞는다. 만약에 덩어리형태(1,000 grit와 같은)의 예비광택 복합물을 사용한다면, 섞는 과정은 생략된다.
|
|
버프가 멈추어 있는 동안에, 깨끗한 물로 그것을 젖힌다. 버프가 물을 흡수하지 않으면, 세제를 약간 넣는다. 그리고 나서 예비 광택용액으로 붓질한다. 복합물은 바닥에 가라앉으므로 자주 저어주어야 한다. 복합물을 두껍게 바르지 말라. 어떤 연마가공가들은 두 개의 플래스틱 압착병들, 하나는 깨끗한 물과 다른 하나는 예비광택 혼합물, 을 사용하는 것을 선호한다, 종종 버프에 물을 뿌리고 필요할 때마다 이따금 약간의 복합물은 더한다.
|
|
덩어리 형태의 예비광택 복합물을 적용하기 전에, 버프를 완전히 젖힌다. 그리고 나서 버프를 돌리면서, 덩어리를 대어 복합물을 엷게 바른다.
|
|

돌을 단단히 붙잡고 중간압력으로 버프에 작업한다. 천천히 흔들면서 회전시켜 모든 부분을 철저히 덮는다. 때때로 물을 더한다. 버프에 남아 있는 것이 없으면, 예비광택 복합물을 더 더한다. 예비광택되면, 돌은 무딘 광택을 낸다. 그러면 돌, 손과 돞 스틱을 철저히 세척한다. 보석은 광택을 낸 준비가 된 것이다.
|
|
광택
광택 복합물을 섞여서 예비광택 복합물과 같은 방법으로 적용하다. 각 복합물마다 다른 버프를 사용하며, grit 나 예비광택 복합물이 광택버프에 묻어 가지 않도록 확실하게 한다. 단단히 붙잡고 중간압력을 사용하면서 천천히 돌을 돌려서 모든 표면을 광택낸다. 필요할 때마다, 물과 복합물을 더한다. 돌이 과열되지 않도록 수시로 점검한다. 잘 광택이 나면, 젖빛 전구아래에 들고서 돌의 표면에 전구가 잘 투영되는 지를 살펴본다. 돞 스틱에서 돌을 떼어내고 뒷면을 광택낸다.
|
|
광택주석
선호되는 광택기법은 보석 연마가공가만큼이나 거의 무수히 많다. 당신에게 최적인 방법을 찾아낼 때까지 경험을 쌓는 것이 현명하다. 권장속도는 450 rpm 에서 1,750 rpm에 걸쳐 있다. 많은 연마가공가들이 저속과 버프를 거의 건조한 상태로 두는 것을 선호한다. 다른 이들은 빠른 속도와 젖은 버프를 주장한다. 당신 버프에 작동하는 속도는 당신이 사용하는 기계에 좌우될 것이다. 많은 일체형의 보석연마가공기계들은 단 하나, 둘 또는 3 가지의 속도로만 회전한다. 당신 자신의 기계를 만든다면, 여러 가지 크기의 풀리를 사용하여 당신이 원하는 속도를 만들 수 있다.
광택장비에 대한 안전규칙을 따른다; 전기모터와 장비를 접지하고 벨트에 보호판을 댄다. 버프를 사용하지 않을 때는 플래스틱 덮개로 오염을 방지한다. 단 한 알의 거친 grit가 한 개의 버프를 망친다.
|
|
버프와 광택 복합물의 조합
( 경험있는 연마가공가들이 권장하는)
|
|
A - 천막천 (Canvas)
B - 코르크 (Cork)
C - 펠트 (Felt)
D - 가죽 (Leather)
E - 머즐린 (Muslin)
F - 펠론 (Pellon)
G - 우단 (Velvet)
H - 목재 (Wood)
|
1 - 산화 시리엄 (Cerium oxide)
2 - 산화크로움 (Chrome oxide)
3 - 다이어먼드 (Diamond)
4 - 얼루머너 분말 (Levigated alumina)
5 - 린데 A (Linde A)
6 - 산화주석 (Tin oxide)
|
|
|
원석
|
권장하는 조합
|
변형 및 비고
|
|
녹주석 (Beryl)
|
D5, C1, C2
|
취옥 (Emerald), 남옥 (aquamarine), 머거나이트 (Morganite), 등등.
|
|
방해석 (Calcite)
|
E6, G6
|
멕식칸 마노 (Mexican agate), 석회화 (Travertine) 등등. 빠른 광택을 위하여, 약간의 옥셀릭 산 (oxalic acid) (독성)을 넣음.
|
|
클로래스토롤라이트 (Chlorastrolite)
|
C1
|
녹색석 (Greenstone)
|
|
장석 (Feldspar)
|
C1
|
월장석 (Moonstone), 일장석 (Sunstone), 조회장석 (Labradorite), 천하석 (Amazonite), 등등.
|
|
석류석 (Garnet)
|
D5, D2, C1
|
열에 민감함 - 과열되는 지를 수시 점검.
|
|
사금석 (Aventurine) (Goldstone)
|
C1, F1
|
수제 유리 (Man-made glass), 열에 민감함 - 조심스럽게 돞핑과 광택함.
|
|
적철석 (Hematite)
|
E, D, 또는 H
1, 4 또는 5
|
목록의 버프들과 복합물들의 모든 조합
|
|
하우라이트 (Howlite)
|
C6, D5
|
|
|
경옥 (Jadeite)
|
D5, D2, E6, G6
|
옥 (Jade). 가죽버프들을(특히, 단단한 가죽) 일반적으로 선호. 많은 연마가공가들이 열을 내기 위하여 많은 압력을 가함.
|
|
벽옥 (Jasper)
|
C1, D5
|
석영 종류. 일부 벽옥(Jasper)는 경도가 부분적으로 다름. 이 돌들에는 가죽과 린데 A가 최상.
|
|
청금석 (Lapis Lazuli)
|
D5, D2
|
|
|
공작석 (Malachite)
|
D5, D2
|
가죽과 옅은 광택 복합물 용액으로 손으로 마무리 광택.
|
|
연옥 (Nephrite)
|
D5, D2, E6, G6, H6
|
옥 (Jade). 가죽버프들이 가장 일반적으로 사용됨. 열을 내기 위하여 종종 많은 압력을 가함.
|
|
흑요석 (Obsidian)
|
C1
|
열 민감 - 조심스럽게 돞핑과 광택함.
|
|
단백석 (Opal)
|
C1, G6, E6
|
열과 냉기에 민감. 과열을 방지.
|
|
경망간석 (Psilomelane)
|
D5, D6
|
맹거니즈 (Manganese) 줄무늬가 있는 석영 (Quartz)
|
|
페토스키 돌 (Petoskey stone)
|
G6, A6
|
석회질 화석재료. 빠른 광택을 위하여 복합물에 약간의 옥셀릭 산 (oxalic acid)를 넣음.
|
|
석영 (Quartz) - 결정질 (crystalline), 은미정질 (cryptocrystalline)
|
C1, D1, F1, H1
|
자수정 (Amethyst), 황수정 (Citrine), 수정 (Rock crystal), 마노 (Agate), 규화목 (Petrified wood), 등등. 목록의 버프들에 산화주석, 얼루머너 분말과 기타 복합물들이 사용됨. 벽옥 (Jasper)와 호안석 (Tigereye)도 참조.
|
|
능망간석 (Rhodochrosite)
|
D5, D6, D3
|
|
|
장미휘석 (Rhodonite) |
D5, D1
|
|
|
사문석 (Serpentine)
|
D5, D6
|
|
|
방조달석 (Sodalite)
|
C1
|
|
|
톰소나이트 (Thomsonite)
|
C1
|
|
|
호안석 (Tigereye)
|
D5, F1
|
석영 (Quartz)의 종류. 석면을 함유; 인출(pulling)을 막기 위하여 석면을 가로질러 광택.
|
|
전기석 (Tourmaline)
|
D5, D2
|
|
|
터키석 (Turquoise)
|
D5, D6
|
|
|
홍렴석/녹렴석 (Unakite)
|
C1
|
|
|
배리사이트 (Variscite)
|
D5, C1, C6
|
|
|
원더스톤 (Wonderstone)
|
D5, D6
|
줄 무늬가 있는 유문암 (rhyolite).
|
|
열에 민감한 돌들 (Heat-sensitive stones)
|
|
새 면 버프들과 가장 적당한 복합물
|
|
|
|
5. 원석 광택 (Polishing gemstones)
|
|