|
이 책에 관하여
이 책은 패시팅 입문자와 아직 더 교습을 받고자 하는 사람들에게 도움을 주고자 하는 주 목적으로 쓰여졌다. 표제에 대해서 단 한 개의 장 정도로만 이루어진 많은 교습서들로는, 패시팅 교습을 받지 않는다면, 입문자들이 기술을 터득하기에 충분히 자세하지 않다. 시행착오에 의한 습득 과정과 관련된 사람들의 곤경과 좌절을 보면서, 나의 패시팅 동호회 학급의 입문자들에게 도움을 줄 수 있는 책을 쓰기로 결심했다. 그 결과가 "기초 패시팅 교수(Elementary Faceting Instructions)"이며, 이제는 절판되었다. 그 보완으로 '패시트 연마가공가용 안내서(Facet Cutters Handbook)"의 초판이 출간되었다.
이 패시트 연마가공가용 안내서의 새 판은 두 권의 "패시팅 연마가공가들을 위한 기초 안내서"를 완전히 한 권으로 통합하고 있다. 새로운 내용도 포함되어 있어서, 입문자 단계를 지나 숙달되어 있는 사람들에게도 더욱 가치가 있을 수 있다. 그러나, 이것은 주로 패시트 연마가공가들을 위한 입문서로서 머무른다.
나는 입문자들은 첫 번째 돌로 표준 다각원형 연마가공(standard brilliant cut)으로 시작해야 한다고 믿고 있다 (일부의 사람들은 동의하지 않을 수도 있을 것이지만, 우리는 나의 동호회 학급에서 최상임을 알아냈다). 따라서, 표준 다각원형을 연마가공할 수 있도록, 최종상세와 실행까지 단계별로 아주 완벽한 교수들이 주어진다.
이 책의 첫 부분도 역시 오각형(pentagon, Mitchell's six-ray), 정방형(calibre, French)와 모깍음 장방형(emerald) (step) 연마가공들이 단계별로 나타나 있다. 이들은 기술을 습득하고자 하는 입문자에게 큰 도움을 주는 것들이다. 다른 연마가공들은 더욱 단순하게 목록만 하였다. 그들의 대부분은 다른 책들에서는 찾아 볼 수 없는 것들이다.
당신이 입문자 교습단계를 지나 숙달되어 있을 때, 당신자신만의 양식과 연마가공방법을 발전시킬 수 있을 것이다. 그때까지, 주어진 대로 교수를 따르면, 패시팅 기술을 습득하기가 휠씬 수월할 것이다.
모든 연마가공들은 관부(crown) (돌의 상부)의 절단부터 시작해야 한다는 것에 유의한다. 퍼빌리언(pavilion) 또는 하부는 마지막으로 절단한다. 입문자에게는 이것이 관부에 대해서는 돌의 1/3과 퍼빌리언에 대해서는 2/3의 비율을 정확하게 얻을 수 있는 가장 쉬운 방법이다.
또한, 대부분의 교수들에는 테이블(돌의 편평한 상부)가 대부분의 전문적인 것들보다 약간 넓게 되도록 요구하고 있다. 이것은 테이블 다음 단계인 패시트에서 실수를 하더라도 테이블을 재 절단하거나 광택하지 않아도 될 수 있도록 입문자를 도와 주기 위함이다.
이 책에 나와 있는 대로, 모깍음 장방형 연마가공(emerald cut)를 포함한 연마가공들을 습득하면, 당신은 다른 어떠한 것들에 대해서도 어려움을 갖지 않게 된다.
<Edward J. Soukup, G.G., F.G.A.>
|
|
1. 머리말 (Foreword)
|
|
패시팅(faceting)이란?
랲(laps)이란?
랲에 칼줄 내기 (score)
기계의 속도
멈추개
예비성형(preforms)
눈금기어(index gear) 란?
미세조절기(cheater)란?
미세 계측기(micro-gauge)(높이조절)
|
브이 블록(V-block) 이란?
45 도(45 degree) 돞이란?
돞핑(dopping) 이란?
돌 원형화
루우프(loupe)
광택 분말
마무리된 돌에서 왁스 제거하기
3 갈래 집게
중심잡기(orientation)
|
스타와 환상부 패시트 각(star and girdle facet angles)
석영(quartz)에서의 각을 다른 돌로 옮기기(transposing)
색을 돋보이게 하기 위한 연마가공
광휘, 굴절률과 임계각 (Brilliance, refractive index and critical angle)
치수로서의 비율
저자의 주석
|
|
|
패시팅(faceting)이란?
|
|
패시팅으로, 투명한 보석재료의 한 조각을 취하여 캐버션으로 연마가공하였을 때 아예 잃어 버릴 수도 있는 숨겨진 아름다움과 광휘가 나타나도록 보석표면에 일정한 각도로 패시트(facet)들을 절단하고 광택내는 것이다.
투명하지 않은 재료들도 역시 패시트되며 짙은 색깔을 지닌 보석재료들의 일부도 광휘로 인해서가 아니고 색깔로 인해서 절단된다. 예를 들면, 취옥(emerald), 홍옥(ruby)와 그 밖의 색이 짙은 돌들이 있다.
입문자들은 좋은 보석재료로 실습해야 하는 가? 아니다 라고 크게 답할 수 있다. 좋은 보석재료는 일반적이지 않고 완벽하게 절단하지 않으면 아무 것도 아닌 것이다. 또한 비싸다. 초기의 실습이나 새로운 디자인 절단을 하고자 할 때에는 맑은 석영(quartz)가 사용되어야 한다. 이것은 싸고 풍부하며 만약에 돌이 망가질 경우에 마음의 상처를 덜 받을 수 있다.
실수를 하더라도 패시팅 기계를 탓하지 말라. 그것은 정밀작업용으로 만들어진 것이고, 구조와 상관없이, 정확하게만 다룬다면, 완벽한 돌을 연마가공할 것이다. 기계를 탓하지 않고 당신 자신을 탓할 때만, 당신의 실수가 당신자신을 패시터로 이끌어 줄 수 있다.
입문자이며 어떤 기계를 선택해야 하는지 망설이고 있다면, 오늘날 시장에 나와 있는 어떠한 기계라도 훌륭한 작업을 할 수 있다고 제시할 수 있다. 이것은 당신이 얼마를 지불하고자 하거나 또는 지불할 수 있는 가에 달려 있다. 그러나, 입문자용으로, 사용하는 방법을 가르쳐 주는 교수가 있지 않는 한, jamb-peg형태의 기계는 절대 사용해서는 안된다. 어느 정도 시간이 지나, 그들을 습득한 뒤에, 빠르기는 하지만 결코 정확하게 연마가공할 수 없다. 그것들은 전문 연마가공가들만이 주로 사용한다. 이 책은 jamb-peg기계들은 다루지 않는다.
|
|
랲(laps)이란?
|
|
랲(lap)은 보석 돌 재료가 절단되거나 광택되는 수평원판에 주어진 이름이다. 랲들은 금속, 목재 플래스틱, 수지 또는 여러 가지의 다른 재료들로 만들어 질 수도 있다.
어떤 랲들은 패시트되는 돌에서 과잉의 재료를 잘라낼 수 있도록 다이어먼드가 함유되어 있다. 그들은 신뢰성이 있으며 분말(loose) 절단용 grit보다 (입문자에게는) 덜 미끄러진다.
두 개의 다이어먼드 함유 절단 랲들이 필요하다. 거친 작업용으로 100 grit 와 광택이전의 미세절단용으로 300 또는 400 grit 랲이다. 언급한 grits는 플래스틱 접착 다이어먼드 랲들이다. 다이어먼드 함유 랲들이 사용된다면, 거친 작업에는 400 또는 600 grit 그리고 미세작업에는 1,200 grit를 권한다. 만약에 한 개의 랲만 가능하다면, 좋은 광택을 얻을 수 있도록, 어떠한 것이든지 더 미세한 랲을 권한다. 거친 작업은 분말 grit로 할 수 있다.
들쭉날쭉한 모서리를 지닌 재료의 조각을 절단하기 시작할 때, 전체를 랲에 한꺼번에 밀어 넣지 말고, 랲없이 적절한 크기로 일차 줄 긋기나 파내지 않아도 잘라낼 수 있는 지점을 생각한다. 여유를 갖고, 예리한 부분이 잘라 나갈 때까지, 아주 작은 압력을 돌에 가한다. 그러면, 랲을 손상시키지 않고 돌에 통상적인 압력을 완전하게 가할 수 있다.
광택에 사용되는 랲들은 여러 가지의 재료들로 만들어 진다. 주석, 주석합금, 플래스틱, 구리, 납, 목재, 수지, 왁스, 청동과 아연. 대부분의 입문자들은 루사이트(lucite, 투명한 합성수지의 일종)이나 일부의 다른 플래스틱을 사용한다. 석영(quartz)는 작업이 잘 이루어진다. 사용되는 광택분말은 광학등급의 산화 시리엄이다. 줄 긋기를 하지 않은 루사이트를 단백석(opal)에 사용한다면 주의한다. 많은 열이 발생하여 당신의 돌을 아주 빠르게 망치게 한다.
기계나 랲을 혹사시키지 않아야, 불필요한 수리나 교체없이도 오랜 동안 잘 사용할 수 있다.
|
|
랲에 칼줄 내기 (score)
|
|
어떤 패시터들은 칼 줄을 낸 광택 랲을 신뢰하고 있는 반면에 다른 이들은 칼줄 내기를 하지 않은 것으로도 동등하게 잘 하고 있다. 아마도 끈기나 요령이 이를 좌우하는 것 같다. 칼줄 내기를 하기 위하여, 면도날과 길잡이로 작은 금속 자를 사용한다. 길잡이를 랲의 중심에서 모서리 밖으로 가로질러 놓고, 랲 전체에 걸쳐 1/16 에서 1/8 인치 (1.59 에서 3.18 mm)마다 가볍게 금을 긋는다. 너무 깊게 긋지 않는다. 1/32 인치 (0.79 mm) 이면 충분하다. 랲에 광택 분말을 조금 놓고 절단된 부위에 들어가게 한다. 이제 편평한 마노(agate)를 대고 랲을 돌리기 시작한다. 패시트된 보석 돌을 광택내는 데에 사용하기 전에, 랲을 편평한 마노(agate)로 매끄럽게 하고 가른다. 랲이 매끄럽지 않으면 먼저, 거칠고 깊은 긁힌 자국들이 난다.
루사이트 랲을 구입할 때, 특히 당신 자신 것으로 만들려는 생각이 있으면, 플래스틱에는 여러 등급들이 있다는 것에 유의한다. 어떤 것들은 다른 것만큼 광택을 잘 내지 못한다. 수명은 플래스틱 랲의 광택능력과 큰 관계가 있다. 종종, 수년이 지난 후에는, 랲에 칼줄 내기를 한 뒤에도 광택을 내기 어려운 경우도 있다; 어떤 것은 결국에는 광택을 내지 못한다.
랲에 광택분말이 너무 많으면, 광택분말들이 패시트 아래에서 뒤범벅이 되는 경우도 있어, 특히 부드러운 돌들에 긁힌 자국을 만든다. 잘 갈라진 광택 랲은 표면에 광택분말이 충분히 배어 들어가 물만을 사용하는 동안은 여러 패시트들을 잘 광택낼 수 있다.
|
|
기계의 속도
|
|
입문자라면, 정확한 절단과 광택을 위해서 랲이 얼마나 빠르게 회전되어야 하는 지에 대해서 너무 많이 걱정하지 말라. 패시팅 기계 제조업체가 그것을 알려 줄 것이다. 더 어려운 보석재료에 숙달될 때가 랲 속도에 대해서 걱정을 해야 할 시기이다.
초기훈련의 며칠동안에 얻게 되는 인내와 경험이 속도를 낮추고 높일 때를 알려 줄 것이다. 일반적으로, 단백석(opal), 형석(fluorite), 인회석(apatite)와 같이 부드러운 돌들에 대해서는 낮추고; 금록석(chrysoberyl)과 강옥(corundum)과 같이 단단한 돌들에 대해서는 높인다. 그 사이의 돌들에 대해서는 중간속도를 유지한다. 벽개가 잘 되는 돌들에 대해서는 낮춘다. 대부분의 패시팅 기계들은 속도조절이 가능하다.
|
|
멈추개(stops)
|
|
멈추개란 말 뜻 그대로이다. 이것은 많은 패시팅 기계들에 포함되어 있는 편리한 것이다. 부착될 때, 설정된 각도 아래로 패시팅 가로대(arm)이 내려가는 것을 막아준다. 그러나, 작업물을 검사해야 하는 어려움이 없이 가로대를 들어 올릴 수 있다.
|
|
예비성형(preforms)
|
|
예비성형은 연마 휠이나 특별한 예비성형 기계를 사용하여 과도한 재료를 신속하게 제거하여 다각원형(brilliant)나 그 밖의 형상으로 개략적으로 형상화시킨 미가공 보석재료의 조각이다. 이것은 패시팅 절단 랲으로 과대한 재료를 제거하는 데에 통상적으로 걸려야 하는 시간을 절약한다. 예비성형작업은 절대적으로 필요한 것은 아니다. 미가공 재료는 소형절단기로 제한선에 가깝게 절단되고 나서 직접적으로 패시트될 수도 있다.
|
|
눈금기어(index gear) 란?
|
|
눈금기어는 정밀절단기어로, 정확한 간격이나 돌 둘레에 패시트를 표시하는 데에 사용하는 톱니장치이다. 한 줄에 있는 각 패시트가 다른 것에 대해서 상대적으로 정확하게 위치할 수 있게 해 준다.
가장 공통적인 눈금기어는 32, 48, 64와 96 이다. 톱니 80개의 기어도 역시 가끔 특별한 연마가공에 사용된다. 32 눈금기어는 모서리에 톱니 32개를 지니고 있으며, 64 기어는 64개 등등. 어떤 형태의 연마가공이건 간에, 균등한 간격을 이루기 위해서는 돌 둘레의 주 패시트들(main facets)의 숫자는 기어에 있는 톱니의 숫자에 균등하게 나누어져야 한다.
다섯 면의 오각형 연마가공 (pentagon cut)와 같이 홀수로 된 돌을 연마가공할 때, 5 는 위의 단락에서 언급한 어떠한 숫자들과도 균등하게 나누어지지 않으므로, 80 톱니 기어를 사용해야 한다. 5 는 80 에 균등하게 나누어진다. 그러므로, 다섯 면들은 균등하게 된다. 만약에, 다른 기어들 중의 하나를 사용한다면, 다섯 면의 돌을 연마가공할 수 있다 하더라도, 눈금이 균등하지 않으므로 하나 또는 그 이상의 면들은 다른 것들보다 더 작거나 커야 한다.
|
|
미세조절기(cheater)란?
|
|
미세조절기는 눈금을 미세하게 조절하는 데에 사용하는 장치로 때로는 눈금기어, 때로는 나사로 되어있다. 이것은 특히 광택을 낼 때에, 개개의 패시트가 랲에 편평하게 놓일 수 있도록 미세조절하는 데에 유용하다. 이것은 또한 재 돞핑이나 돞핑을 변경할 때의 사소한 실수들을 조정하는 데에 사용할 수 있다.
|
|
미세 계측기(micro-gauge) (높이 조절)
|
|
이것은 미세 나사의 회전으로 조절되는 정밀하게 만들어진 계측기이다. 이것은 패시팅 가로대(faceting arm)을 인치당 1/1,000 로 올리거나 내릴 수 있다.
|
|
브이 블록(V-block) 이란?
|
|
브이 블록은 관부(crown) 패시트들을 마무리한 후에, 돌의 퍼빌리언(하부)를 절단하고자 할 때, 돌을 한 돞에서 다른 것으로 변경할 때에 사용하는 도구이다.
이것은 길이가 4 에서 5 인치(10.16 에서 12.70 cm)인 직사각형의 금속 조각으로, 중앙부를 잘라내어 넓은 U자와 같이 보인다. 블록의 상부에 V 홈이 정밀하게 파여 있다. 변경하는 동안에 금속 돞들은 이 홈에 놓인다. 브이 블록에 두 개의 돞들을 끝과 끝이 완벽하게 일직선이 되도록 놓고, 변경하는 동안에 일직선을 이루게 한다.
|
|
45 도(45 degree) 돞이란?
|
|
이것은 자루의 축에 대하여 45도의 각도로 구멍이 나 있는 블록을 지닌 특수 돞이다. 기계의 수직 눈금에 대하여 45도로 설치하여 사용하면, 돌이 90도의 각도(수직 위치)를 갖게 된다. 이것은 돌의 테이블 (돌의 편평한 상부)을 절단하고 광택내는 데에 사용된다.
|
|
돞핑(dopping) 이란?
|
|
돞핑은 패시팅용 돞핑 왁스라고 불리는 특수한 경질왁스로 돌을 돞핑 스틱에 부착하는 과정이다. 이것은 많은 속달회사들에서 사용되는 밀봉용 왁스의 한 종류이지만, 설랙 바니시를 다소 첨가하여 부착력을 좋게 한 것이다.
금속 돞들이 패시팅용으로 사용된다. 돌을 돞에 부착하기 위하여, 양 쪽 모두 따뜻해야 하며 왁스는 흐를 정도로 충분히 뜨거워야 하지만 타서는 안된다. 왁스에 불이 붙으면 잘 부서져 돌을 잡을 수 없으므로 불이 나지 않도록 한다.
돌을 가열하기 위하여, 불꽃 가까이에 대거나 (그러나 그곳에 넣어서는 안된다) 앨커홀 램프의 불꽃으로 아래쪽으로 가열되는 금속조각 위에 놓을 수 있다. 옆면 한 쪽을 따 낸 큰 양철 주스 통과 그 안의 앨커홀 램프는 돞핑할 돌을 가열하는 이상적인 가열장치가 될 수 있다.
돞과 돌이 가열되면, 가열된 돞의 끝을 녹아 있는 왁스가 들어 있는 양철 컵에 찔러 넣거나, 더 좋게는, 막대형 돞핑용 왁스를 불꽃에 가까이 대어 흐르기 시작하면 가열된 돞에 바르고 즉시 돌을 찔러 넣는다. 데지 않도록 뜨거운 왁스를 성형하기 전에 손가락을 물에 담근다.
돌이 돞의 중심에 정확하게 위치할 수 있도록 하고 가능한 한 직선이 이루어지게 하여 돌이 원형화될 때 너무 많은 재료가 낭비하지 않도록 한다.
왁스와 돌이 식은 뒤에, 돌을 가볍게 한 번 비틀어서 돌이 잘 부착되었는지 확인한다. 이때에 떨어지는 것이 나중에 돌이 절반정도 마무리된 후에 떨어지는 것보다 훨씬 낫다. 많은 패시터들이 돌을 돞하기 전에 돌을 앨커홀로 세척한다. 바디 오일(body oil), 때, 등등으로 인해서 돞이 떨어질 수도 있기 때문에 그것이 좋은 방책이라는 것을 알게 될 것이다.
절단하고자 하는 돌의 크기의 대략 반에서 3/4를 돞한다. 만약에 절단이 계획한 것보다 약간 깊게 진행되면, 거의 돌의 크기의 돞이 연마될 수도 있다.
|
|
돌 원형화
|
|
돌이 돞되고 표준 다각원형(brilliant)으로 연마가공할 준비가 된 후, 다음 단계는 그것을 완전한 원으로 만든 것이다. 돌을 패시팅 가로대의 끝에 있는 척(chuck)에 끼우고 단단히 조인다. 수직각 눈금에 90도의 각도로 지시계를 설치한다. 이것은 가로대가 연마 랲에 대하여 평행으로 위치하게 할 것이다.
플래스틱 접착 100 다이어먼드 grit 랲 또는 400 grit 다이어먼드 함유 구리 랲 (copper lap)을 (이들은 거의 같은 절단능력을 지니고 있다) 패시팅 기계의 마스터 랲(master lap)에 올려 놓는다. 만약에 분말(loose) grit를 사용한다면, 물이나 등유와 함께 작은 그릇에 약간의 grit를 넣고, 작은 붓으로 휘저어 랲에 조금씩 바른다. 또는, 덮개가 있는 작은 그릇의 상부에 다수의 구명을 내어, 소금통과 같이, 그것을 습식 랙과 같이 이용할 수도 있다.
눈금기어를 붙잡고 있는 고정 핀(pin)을 풀어 눈금과 가로대가 자유롭게 회전할 수 있게 한다. 어떤 기계들은 고정 핀을 갖고 있지 않지만 눈금기어를 풀어 주어 패시팅 가로대가 자유로이 회전할 수 있게 해 주는 똑 같은 작용을 하는 어떤 장치를 가지고 있을 것이다.
돌이 절단 랲에 닿을 때까지 패시팅 가로대를 낮추고 그 위치에 고정시킨다. 돌을 회전시켜 돌이 절단 랲에 닿을 때까지 미세계측기를 사용하여 올리거나 내린다. 랲에서 돌을 띄어내고 기계를 작동시킨 뒤에, 돌을 랲에 부드럽게 놓아 절단 음이 들리지 않을 때까지 원형화를 시작한다. 가끔 돌을 낮추고 돌이 완전한 원형이 될 때까지 절단을 계속한다.
거친 grit 랲을 미세한 것으로 바꾼다. 다시, 돌이 절단 랲에 닿을 때까지 낮추고 고정한다. 가로대를 고정할 때 돌이 랲에서 약간 올라가는 것을 알 수 있을 텐데 그러면 미세계측기를 돌려서 조금 낮춘다. 기계를 작동시키고, 돌을 랲에 놓아 거친연마로 인해서 생긴 긁힌 자국들을 연마하여 제거한다. 5 또는 10초마다, 10초가 넘지 않도록, 돌에 가해지는 압력을 없애고 절단이 정지되었는 지를 듣는다. 미세 랲에서는 소리를 듣기 위해서는 귀를 아주 가까이 대어야만 할 것이다.
돌의 원형화가 끝나면 (어떤 사람들은 돌에 각을 낸다고 (square) 말한다), 보석의 관부 주면들(crown main facets)을 절단할 준비가 된 것이다.
이때에, 환상부(girdle)을 광택내지 않고 돌 전체가 마무리될 때까지 기다렸다가, 리노울리엄(linoleum, 바닥재의 일종) 조각으로 광택 내어야만 광택 랲의 표면이 예리한 환상부 모서리로 인해서 칼줄이 나지 않는다. 내가 패시팅을 가르쳤던 학생들은 더 빠르게 배워서 곧장 테이블 (돌의 편평한 상부)의 첫 절단, 그리고 나서, 관부(상부) 그리고 마지막으로 퍼빌리언(하부)으로 들어갔다. 이같이 당신은 돌의 적절한 비율(석영(quartz)과 그 밖의 대부분의 돌들에 대하여, 상부에 1/3 그리고 하부의 2/3)을 더 빠르게 배우게 된다.
|
|
루우프(loupe)
|
|
5 에서 10 배율의 좋은 루우프나 확대경, 2 에서 3 배율의 접안 루우프(eye loupe) 또는 쌍안 루우프로 긁힌 자국들을 볼 수 있어 완벽한 광택을 낼 수 있다. 이것은 또한 눈의 피로도 덜어 줄 수 있다.
완벽한 광택을 위하여 하나는 갖고 있어야 한다. 판매업자에게서 즉시 구입할 수 있거나 구입해 줄 수 있다. 나는 머리에 쓰는 쌍안루우프를 선호한다. No.5의 magnifocuser 가 우수하다. 쌍안 루우프에 익숙해 지는 데에 다소의 시간이 걸리지만 한번 익숙해지면 그것이 없이는 결코 안될 것이다.
|
|
광택 분말
|
|
한 번에 소량의 광택분말만 섞는다. 물이 담겨진 그릇에 찻숟가락 하나의 분량과 약간의 세제 또는 한 두 방울의 액체세제가 사용하는 양이다. 작은 땅콩버터 용기가 적당하다. 랲에 너무 많은 광택분말을 사용하지 않는다 - 연마를 하는 것이 아니라 광택을 내는 것이다.
광택 혼합물을 작은 붓으로 저어서 용기의 바닥에서가 아니고 윗 부분에서 취한 것을 바른다. 어떤 패시터들은 작은 주걱 또는 펠트로 된 흡습대, 또는 손가락 끝으로 혼합물을 바른다. 손가락을 사용하는 경우, 그릇은 바닥에 손가락이 닿을 수 있을 정도로 작은 것이어야 한다. 손가락이나 그 밖의 도구는 grit 또는 때를 세척해야 한다. 그렇지 않으면 혼합물이 오염될 수도 있다. 광택 혼합물 내의 한 알의 grit는 많은 상처를 낼 수 있다. 광택이 오염되어 긁힌 자국들을 내면, 내던지고 새로운 것으로 시작한다. 또한 철저하게 세척한다.
석영(quartz)용으로 최상인 광택분말은 산화 시리엄(cerium oxide)이다. 다음으로 중요한 것은, 다른 재료들에 대해서는, 평균 사용자에게는 산화 주석(tin oxide), 린데 A 홍옥 분말(ruby powder), 얼루머너 분말(levigated alumina), 공기 부양식 트리펄리(air-float tripoli)와 미세 grit 다이어먼드이다.
|
|
마무리된 돌에서 왁스 제거하기
|
|
절단과 광택이 완료될 때, 왁스를 녹이기 위하여 변성 앨커홀, Solox 또는 General Electric 시너 No.1511-m (아주 좋다)와 같은 용제가 사용된다. 용제가 담겨 있는 작은 그릇에 돌을 몇 분간 담가다가 화장지로 딱아 낸다.
|
|
3 갈래 집게
|
|
잘못 다루어 보석들을 떨어뜨릴 걱정이 없이, 마무리된 보석들을 다루고 내보이기 위해서는 항상 3 갈래 집게를 사용한다.
|
|
중심잡기(orientation)
|
|
당신이 나중에 절단할 보석용 돌들 중의 일부는 그들의 색과 벽개면에 적절하게 중심을 이루어야 한다. 자수정(amethyst)와 일부 청옥(sapphire)들은 돌 안에 색역(color zone) 또는 색면(color area)이 있다. 이러한 형태의 돌들은 조심스럽게 절단하여 퍼빌리언 아래 부분에 가장 희망하는 색 부분이 위치할 수 있게 한다. 그렇게 하므로써 돌 전체에 색깔이 띠게 될 것이다. 만약에 색이 있는 부분이 돌의 테이블에 있으면, 고르지 않고, 색이 흐릿하며 매력적이지 못하게 된다.
황옥(topaz)와 유휘석(spodumene)과 같이 완벽한 벽개를 지닌 돌은 돌의 테이블이 벽개면과 평행하지 않도록 주의를 해야 한다. 그렇게 되면, 테이블을 광택내기가 매우 어려울 수도 있으며 절단 또는 광택시의 충격으로 돌이 둘 또는 그 이상의 조각들로 쪼개질(벽개될) 우려가 있다. 유휘석(spodumene)의 벽개면은 결정의 길이방향으로 되어 있으므로 돌의 테이블은 결정의 끝 단과 평행하거나 또는 약간 경사져야 한다. 이것은 또한 돌에 최상의 색깔이 나타나게도 한다.
황옥(topaz)의 벽개는 결정의 기초와 평행하다. 이 돌에서의 테이블은 이 면과 적어도 15 도 경사져야 한다.
벽개가 심한 돌의 절단을 준비할 때, 벽개 균열의 시작점이 있는 지를 잘 살펴본다. 벽개 초기증상이 있는 돌을 절단하려고 하지 말라.거칠게 다루면, 이러한 돌들은 쉽게 벽개되므로 절단시에 특별히 주의한다. 좋은 단백석(opal)을 다르듯이 부드럽게 다룬다.
|
|
스타와 환상부 패시트 각(star and girdle facet angles)
|
|
여러 가지 돌들의 연마가공에 관한 책들의 대부분에 목록되어 있는 각들(angles)은 주면(main facet)에 대한 것들이어서 다른 패시트들에 대해서는 계산을 해야 한다. 다음의 주석들은 이것을 어떻게 계산하는 지에 대한 요령을 알려줄 것이다.
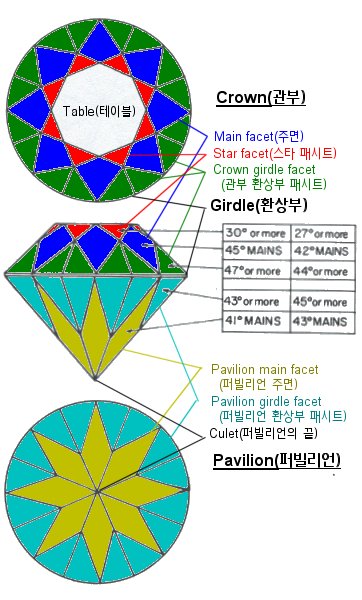 돌들의 주면들은 일정하지만 스타(star)나 테이블 패시트들(table facets)와, 관부(crown)과 퍼빌리언 환상부 패시트들(pavilion girdle facets)은 당신이 돌에 주는 비율에 좌우된다. 어떤 사람들은 관부를 너무 높게 절단하거나 또는 너무 낮게 절단할 수도 있을 것이다. 돌들의 주면들은 일정하지만 스타(star)나 테이블 패시트들(table facets)와, 관부(crown)과 퍼빌리언 환상부 패시트들(pavilion girdle facets)은 당신이 돌에 주는 비율에 좌우된다. 어떤 사람들은 관부를 너무 높게 절단하거나 또는 너무 낮게 절단할 수도 있을 것이다.
스타 패시트들에 대해서는, 관부 주면 각에서 15 도를 뺀다. 만약에 석영(quartz)용으로 45 도의 주면 각을 사용하고 있다면, 15 도를 빼어 스타 패시트 각으로 30 도를 준다. 그러나, 이 30 도를 다소 낮추는 변화가 필요할 수도 있을 것이다. 돌의 크기에 좌우된다. 테이블로부터 환상부로 1/3 내려가고, 패시트들의 모서리 지점들이 테이블에서 마주치는 (4. 다각원형 연마가공(brilliant cut))  의 그림을 참조) 범위의 스타 패시트들에 대해서는, 29 도 또는 보다 적게 낮출 필요가 있을 수도 있다. 의 그림을 참조) 범위의 스타 패시트들에 대해서는, 29 도 또는 보다 적게 낮출 필요가 있을 수도 있다.
관부 환상부 패시트들에 대해서는 돌의 크기에 따라 주면 각에 2 에서 10 까지의 각을 더할 필요가 있다. 관부 환상부 패시트들은 스타 패시트들의 아래 끝에서 환상부까지 확장되어야 하며 아래의 모서리 끝들은 환상부에 있는 각 주면의 중심에서 마주쳐야 한다. 다시 한번 말하자면, 돌의 변화는 당신이 주는 비율에 좌우된다.
퍼빌리언 환상부 패시트들은 거의 같다. 그들을 돌의 아래 끝 또는 퍼빌리언의 끝(culet)을 향하여 어느 정도 확장시킬 것인지에 따라, 퍼빌리언 주면 각에 2 또는 3 도를 더한다. 현대의 연마가공가들은 일반적으로, 퍼빌리언의 끝까지의 거리의 약 2/3 또는 3/4까지 환상부 패시트들이 확장되는, 2 도를 더하는 것을 선호한다.
칼날처럼 환상부의 폭을 너무 얇게 하거나 또는 너무 두껍게 하지 말라. 너무 얇으면 쉽게 깨진다. 너무 두껍게 하면 난집에 부착하기가 어려울 것이다. 돌 전체의 2% 또는 대략 편평한 이쑤시개의 두께(옆면 두께)가 대체적으로 적당하다.
|
|
석영(quartz)에서의 각을 다른 돌로 옮기기(transposing)
|
|
입문자들이 겪는 어려움들 중의 하나가 석영(quartz)로 패시팅 기술을 습득 후에 석영(quartz)에서의 각들을 다른 돌들에 옮기는 것(角 轉移)이다. 소수에게는 이것이 쉽지만, 대부분의 입문자들에게는, 특히 전환에 관한 조언을 받지 못하는 사람들에게는 이것은 아주 어렵다. 일반적으로, 방법에 대해서 접하게 될 때, 왜 스스로 생각할 수 없었는 지에 대해서 이해하지 못한다.
아주 큰 석영재료를 연마가공했고 이제 연마가공하기를 원하는 전기석(tourmaline), 황옥(topaz)와 홍 석류석(pyrope garnet) 조각들을 가지고 있다고 하자. 당신은 각 도표(angle chart)를 조사하여, 전기석(tourmaline)과 황옥(topaz)는 거의 같은 임계각을 지니고 있어, 두 개의 돌 모두에게 같은 주면 각들(main facet angles)을 사용할 수 있으며, 관부에 대해서는 43 도 그리고 퍼빌리언에 대해서는 39 도라는 것을 알게 된다. 그러나, 스타(star)와 환상부 패시트들은 어떻게 해야 하는 지를 계산해야 한다. 이러한 이유로 석영(quartz)에서의 각들을 전기석(tourmaline), 황옥(topaz)와 석류석(garnet)에 적당한 각들로 옮길 필요가 있을 것이다.
우선, 석영(quartz)의 주면들과 스타와 환상부 패시트들과의 차이를 알아내야 하며 그리고 나서, 이 차이를 다른 돌의 주면 각들에 적용한다. 그래서, 주면 각들을 알고 있는 한, 그들로부터 다른 패시트 각들을 알 수 있다.
석영(quartz)의 주면 각은 45 도 이다. 전기석(tourmaline)과 황옥(topaz)의 그것은 43 도이다. 우리는 석영의 스타 패시트 각을 얻기 위하여 주면 각에서 15 도를 뺀다는 것을 알고 있다. 45 에서 15를 빼면 스타 패시트로 30 이 남게 된다. 관부 환상부 패시트 각을 얻기 위하여 2 도 이상을 더한다. 관부 환상부 패시트들이 47 도를 이루려면 대략 4 도가 적당하다. 퍼빌리언 환상부 패시트들을 위하여 2 또는 3 도를 더한다.
전기석(tourmaline)과 황옥(topaz)에 대해서, 주면 각은 43 도이다. 석영에서 한 것과 완전히 같아서, 스타 패시트들을 위해서 43 에서 15 를 빼어 28 도가 된다. 관부 환상부 패시트들에 대해서는 43 에 4 를 더하여 47 도이다. 퍼빌리언 주면 각은 39 도이다. 환상부 패시트들에 대해서, 2 를 더하여 43 도를 얻는다.
석류석(garnet)과 그 밖의 돌들도 같은 방법으로 작업하지만, 패시트들이 맡아야 할 부분을 맡을 수 있게 하기 위하여 보다 작은 패시트 각들을 다소 조절, 비율이 달라지기 때문에 필요한 조절, 을 할 수도 있다는 것을 마음에 항상 간직하고 있어야 한다.
석영 계단형 연마가공 각들을 대부분의 다른 돌들에 적당한 것으로 옮기는 것도 같은 원리로 작업을 한다. 석영 주요 패시트들과 돌의 다른 패시트들과의 차이를 찾아내어, 그 차이를 연마가공하고자 하는 돌의 주요 패시트 각들에 적용한다.
전기석(tourmaline)으로 간단한 정방형 연마가공을 해 보자.
이 돌의 형상은 다각원형(brilliant)와 아주 다르기 때문에, 어느 것이 주면(main facet)인지 알아야만 한다. 6. 정방형 연마가공 (The French or calibre cut) 의 그림을 연구하자. 주어진 각은 석영(quartz)에 관한 것이다. 이 돌의 관부와 퍼빌리언 모두에 주면들의 위치를 가져다 놓는다. 도표로부터 석영의 주면 각들은 45-41 이나 또는 42-43 일 수 있다는 것을 알 수 있다. 45-41 도를 선택사양으로 작업을 할 것이다.
석영 계단형 연마가공 돌의 그림에서 45 도의 주면 각은 돌 관부(crown)의 가운데 패시트인 것을 알 수 있다. 테이블 패시트는 30 도이고 환상부(girdle) 패시트는 58 도이다. 주면 각과 이들의 각각과의 차이를 표시한다. 주면과 테이블 패시트와의 차이는 15 도이다. 환상부 패시트의 차이는 13 도이다. 그러므로, 특정 돌의 테이블 패시트를 위해서 그 돌의 주면 각으로부터 15 도를 뺀다; 환상부 패시트를 위해서는 13 도를 더한다.
전기석(tourmaline) 주면 각은 43 도이다. 15 도 작아져, 테이블 패시트 각은 28 도가 된다; 전기석 환상부 패시트에 대해서는, 43 에 13 을 더하여 56 도가 된다. 간단하다.
석영(quartz)의 퍼빌리언 주면 각은 41 도이고, 주면은 환상부에서 가장 먼, 돌 아래의 마지막 패시트이다. 석영 돌의 그림에서 주면 위의 다음 패시트는 10 도가 다른 51 도이고 그 다음인 환상부 패시트는 주면에서 20 도 다른 61 도인 것을 알 수 있다. 이것을 주면 각이 39 도인 전기석(tourmaline)에 적용하자. 가운데 패시트에 10을 더하여 49 도를 얻는다; 환상부 패시트에 20 을 더한 결과 59 도를 얻었고, 전기석 돌을 연마가공할 준비가 된 것이다.
다른 돌들도 같은 방법으로 계산한다.
|
|
색을 돋보이게 하기 위한 절단
|
|
어떤 돌들은 색만을 위하여 절단하는 반면에, 밝은 색, 투명한 돌들은 광휘를 위해서도 절단된다. 종종, 돌의 깊이를 가감하여 색의 농도를 짙게 하거나 밝게 할 수도 있다.
짙은 녹색 전기석(tourmaline)이나 짙은 적색 석류석(garnet)을 예로 들어보자. 그들이 정확한 비율과 각으로 절단되면, 너무 짙어 보이기 때문에 아름다움을 잘 나타내지 못한다. 작은 각을 사용하여 퍼빌리언 패시트를 얕게 절단하면, 돌을 얇아지고 색이 더 밝게 보인다.
분홍 녹주석(morganite)과 분홍 유휘석(kunzite)와 같은 밝은 색의 돌들은 가능한 색을 모두 나타나게 할 필요가 있다. 전문적인 연마가공가들은 퍼빌리언 패시트의 각을 크게 하여 돌의 깊이를 증가시키므로써 색의 농도를 짙게 한다.
|
|
광휘, 굴절률과 임계각 (Brilliance, refractive index and critical angle)
|
|
어떤 보석 돌을 다른 것들보다도 더 아름답게 하는 요인들은 무엇인가? 투명한 돌들에 대해서는, 아마도 광휘와 색일 것이다. 모든 절단 각들은 광휘를 증가시키고 원하는 색의 정확한 정도를 만들어 내고자 하는 데에 목적이 있다.
광휘는 환상부 위의 모든 패시트들에 부딪치는 빛이 최대한으로 눈으로 되돌아가게 하는 돌의 능력의 척도이다. 잘 알려진 4 개의 인자들이 돌의 광휘에 영향을 준다. 굴절률, 절단각들의 정확도, 투명도와 광택.
굴절률이 가장 중요하다. 굴절이 낮은 보석들은 뛰어난 광휘를 나타낼 수 있도록 절단될 수 가 없다. 그 원인은 굴절률이 낮으면 임계각을 크게 해야 하기 때문이다. 이것은 높은 비율의 빛이 돌의 뒤 패시트를 통하여 빠져나가게 한다. 높은 굴절률의 돌들은 빛을 더 많이 굴절시키고, 그에 따라 임계각을 작게 하고 뒤 패시트를 통한 빛의 손실이 적게 된다. 광휘, 굴절률과 임계각, 이 단어들은 좋은 보석학 서적에 완전히 설명되어 있다.
절단각들은 매우 중요하다. 얼마나 조심스럽게 절단하였는 가와는 관계없이, 낮은 굴절률의 돌에서는 뛰어난 광휘를 얻을 수 없다. 그러나, 적절한 절단각을 사용하므로써, 어떤 특정 돌에서의 최대 광휘를 얻는 것은 가능하다. 각 굴절률 범위에 대하여 권장되는 절단 각들에 가깝게 지킨다. 계단형 연마가공 돌로부터는 많은 광휘를 기대해서는 안된다.
|
|
치수로서의 비율
|
|
패시팅에 관한 거의 모든 교수들에는, 테이블(table)과 환상부(girdle)의 치수들이 비율로서 주어져 있다. 여기에 그 뜻을 나타낸다.
만약에 테이블이 50%이면, 이것은 마무리되었을 때의 테이블의 전체 폭이 돌의 폭 또는 직경의 50%이어야 한다. 예를 들면, 표준 원형다각(standard brilliant)이 환상부에서 전체 직경이 30 mm이면, 50% 테이블은 직경이 15 mm이어야 한다; 40% 테이블은 12 mm이어야 한다, 등등.
환상부 폭과 테이블의 크기는 절단하고자 하는 돌의 크기와 형태에 따라 변화할 수도 그리고 할 것이다. 그들은 또한 각(angle)의 차이로 인하여 보석재료에 따라 변할 수도 있다. 대부분의 비율값은 대략적이며 돌의 외관에 대한 재료의 영향을 무시하고 다소 변할 수 있다. 그러나, 너무 얇은 환상부는 그 지점을 약하게 만들어 난집(mounting)에서 이가 빠지거나 깨질 수도 있다. 너무 넓거나 좁은 테이블은 재료적인 측면으로 돌의 외관과, 많은 경우로, 광휘에 영향을 줄 것이다. 이것은 또한 절단 각들에서의 실수를 나타낸다.
|
|
저자의 주석
|
|
앞의 교수들과 요령들은 입문자들과 아마도 그 단계를 다소 앞서가는 일부의 사람들을 위한 것이다. 그러나, 계속되는 보석연마가공의 장들은 모든 보석 연마가공가들에게 도움이 될 수 있을 것이다.
패시트 연마가공 기술을 익히면, 당신자신의 연마가공형태와 당신이 생각하고 있는 돌의 테이블과 다른 부분들의 적절한 비율들을 발전시켜 갈 수 있다. 그러나, 당분간 쓰여진 교수를 따르면, 보석 돌들을 패시트 연마가공하는 것을 배우는 데에 있어서 어려움이 없을 것이다. 재미있고 많은 행운이 있기를 빈다.
|
|
패시팅(faceting)이란?
랲(laps)이란?
랲에 칼줄 내기 (score)
기계의 속도
멈추개
예비성형(preforms)
눈금기어(index gear) 란?
미세조절기(cheater)란?
미세 계측기(micro-gauge)(높이조절)
|
브이 블록(V-block) 이란?
45 도(45 degree) 돞이란?
돞핑(dopping) 이란?
돌 원형화
루우프(loupe)
광택 분말
마무리된 돌에서 왁스 제거하기
3 갈래 집게
중심잡기(orientation)
|
스타와 환상부 패시트 각(star and girdle facet angles)
석영(quartz)에서의 각을 다른 돌로 옮기기(transposing)
색을 돋보이게 하기 위한 연마가공
광휘, 굴절률과 임계각 (Brilliance, refractive index and critical angle)
치수로서의 비율
저자의 주석
|
|
|
1. 머리말 (Foreword)
|
|