|
6. 단백석 연마가공 - 1 절 (Cutting Opal, Part 1)
|
|
많은 보석애호가들에게, 단백석(opal)은 보석들의 여왕이다. 불타는 색깔의 번쩍거리는 섬광들을 지닌 귀단백석(precious opal) 조각은 정말이지 숨막히는 광경이다.
귀 재료와 함께 일반 단백석(common opal)이 있다. 이 재료는 일반적으로 불투명하고 백색 또는 색깔이 있을 수 있다. 일부는 모수석이라고 하는 나무형태와 같은 것을 포함하고 있다. Washington과 다른 산출지에서 나오는 인기있는 단백석화된 나무(opalized wood)도 역시 일반 단백석(common opal)이다. 패스텔(pastel) 색조의 일반 단백석과 단백석화 된 나무는 매력적인 돌들로 연마가공된다.
귀단백석은 4 곳의 주요 산출지에서 나온다; 호주, 멕시코우(Mexico), 혼두러스(Honduras)와 미국. 오늘날, 호주와 멕시코우가 주요 산출지이다.
하나의 예외로서, 귀단백석은 유색효과(游色效果, play of color)라고 하는 현상(現象, phenomenon)을 나타낸다. 돌의 안에서 방사하는 것은 불꽃(fire)라고 하는 색의 섬광들이다. 유색효과는 돌 안의 자연 굴절 격자형태 (natural defraction grating)으로부터의 반사에 의해서 일어난다. 이 격자들은 3 차원의 격자로 방향을 이루는 극미 실리카 구(submicroscopic silica sphere)들로 이루어져 있다.
항상 유색효과를 나타내지 않는 귀단백석은 아투명에서 투명한 보석들, 색이 없거나 또는 적색, 황색, 오랜지 또는 갈색의 몸체를 가진 것들이다. 맑고 색이 없는 돌들은 물 단백석(water opal)라고 불리며; 색이 있는 것들은 불 단백석(fire opal)이라고 한다. 어떠한 형태이든지 유색효과가 있거나 없을 수 있다. 물과 불 단백석들은 인기있는 패시팅 재료들(faceting materials)이다. 주의 : 많은 연마가공가들이 유색효과(불꽃, fire)를 나타내는 단백석들을 모두 불 단백석으로 부르고 있다. 이것은 맞지 않다.
유색효과를 나타내는 다른 단백석들은:
1. 백색 단백석 (white opal) - 백색 또는 밝은 회색의 체색(body color)를 지닌 반아투명한(semitranslucent) 보석이다. 이 보석들은 아마도 가장 일반적이다. 더 아투명한 돌들은 유색효과가 더 좋다.
2. 검정색 단백석 (black opal) - 짙은 회색, 검정색, 짙은 청색, 녹색, 갈색과 다른 짙은 체색을 진 돌들이다. 이 보석들은 품질이 가장 좋으며 일반적으로 매우 비싸다.
3. 젤리 단백석 (jelly opal) - 아투명에서 투명한 보석들, 일반적으로 회색, 청색 또는 녹색의 체색을 지닌다. 이 단백석들은 너무 맑아서 덧댐(backing)을 하지 않으면 유색효과가 보이지 않으므로 종종 이중 붙임돌로 사용된다. 때때로, 덧댐이 필요치 않은 연한 체색을 지닌 젤리 단백석들이 발견된다; 이 돌들은 보석애호가들로부터 높은 평판을 받고 있다.
단백석들은 유색효과의 형태로도 분류된다. 할러퀸 단백석(harlequin opal)들은 작고, 균일한 색 반점들을 지니고 있다. 핀 불꽃 단백석(pinfire opal)들은 색의 작은 점들 또는 반점들을 나타낸다. 불꽃 단백석(flame opal)의 색들은 이글거리는 불꽃들과 같이 돌을 가로질러 흐르는 것으로 보인다. 섬광 단백석(flash opal)들은 연속적인 색의 판을 나타낸다.
|
|
단백석 연마가공
단백석은 경도가 약 5 1/2에서 6 1/2로 부드럽다. 이것은 부드럽게 다루어야 하는 부서지기 쉽고, 열에 민감한 돌이다. 일반적인 생각과는 달리, 이것은 연마가공하기가 어려운 보석은 아니다. 가장 어려운 공정은 최상의 유색효과를 위해 돌의 방향잡기를 하는 것이다. 이것은 실습을 요한다. 비싼 재료를 시도하기 전에, 저렴한 실습용 단백석을 다량 구입하는 것이 좋은 생각이다. 한 전문가는 흑요석(obsidian)은 단백석과 경도와 연마가공특성이 비슷한 관계로 우선 약간의 흑요석을 연마가공하기를 입문자에게 권하고 있다. 만약에 이 절에서 기술하는 연마가공기법들을 따른다면, 걱정하지 않아도 된다.
|
|
호주산 단백석의 방향잡기(orienting)
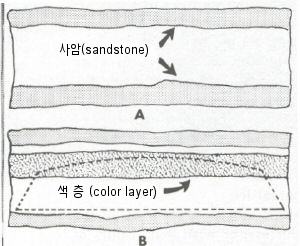
많은 호주산 단백석이 사암 표토의 얇은 광층들에서 발견된다. 모암(mother rock)에서 깎아낼 때, 일반적으로 사암의 일부가 붙어있다.
이 침전물 형태에서 나오는 단백석들(그림 A)는 일반적으로 상부와 하부에 사암이 있는 관형(tubular)이다. 유색효과는 모서리에서 볼 수 있다. 때때로 불꽃(유색효과)는 돌 전체에 걸쳐 고르게 분포된다. 그런 보석은 방향잡기가 그다지 문제되지 않기 때문에 바람직하다. 종종 불꽃은 여러 층들에 있다. 만약에 층들이 두꺼우면(그림 B), 방향잡기는 상대적은 간단하다. 불꽃이 관부를 가로지르게 절단할 수 있다.
|
|
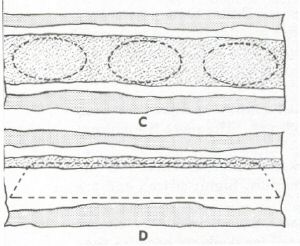
때때로 불꽃의 띠가 넓은 두꺼운 단백석들이 발견된다. 이들은 바닥이 모서리에 평행하게 절단할 수 있다(그림 C). 그런 돌들은 불꽃이 더 강하기 때문에 바람직하다. 빈번하게, 색의 층들이 얇다(그림 D). 이러한 경우, 방향잡기와 절단이 더 어려워진다. 상부에서 색대(색 줄무늬, color band)로 돌의 방향잡기를 하고 색대를 절단하지 않도록 조심스럽게 연마와 미세연마할 필요가 있다.
|
|
단백석의 방향잡기를 하기 전에, 철솔(wire brush)로 가능한 한 사암과 먼지를 많이 털어내다. 사암에 더하여, 어떤 단백석들은 얇은 산화철의 피막을 지니고 있다. 이것은 샌딩헝겊이나 차가운 수산(oxalic acid) 액에 담가서 제거할 수 있다. 경고 : 수산은 유해하다; 조심스럽게 다룬다.
|
|
단백석을 밝은 불빛아래 미지근한 물에 담긴 접시에 넣는다. 돌을 돌려서 가장 강한 불꽃이 어디에 있는지 점검한다. 돌을 완전히 관통하는 불꽃 층들이 있는지 살펴본다.
|
|
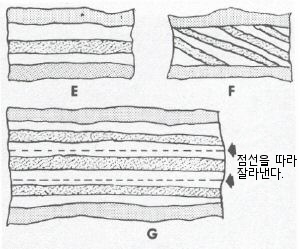
광층 단백석의 색 층들은 돌의 상부와 하부에 평행하거나 (그림 E), 또는 경사지게 나 있다(그림 F). 층들이 경사져 있으면, 바닥이 층들에 평행하게 돌을 연마하거나 잘라내어야 한다. 만약에 여러 개의 불꽃 층들이 있다면 (그림 G), 각 층을 사용할 수 있도록 여러 조각으로 잘라내는 것이 가능할 수도 있다. 이것은 조각들을 너무 얇게 만들므로 이중 붙임돌들로 만들기 위하여 덧댐재료로 접합해야 한다. 좋은 불꽃을 지닌 고급 단백석에서는 이것이 바람직하다. 만약에 단 하나의 불꽃 대(band of fire)만 있다면, 불꽃이 상부에 오도록 돌을 절단한다. 어디를 보석의 상부로 할 것인지 그리고 어디를 하부로 할 것인지를 결정하도록 노력한다.
|
|
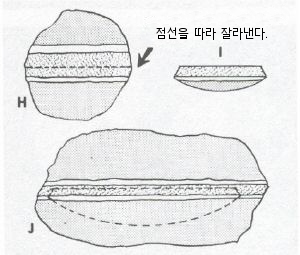
얇은 단백석 광층이 중심을 가로지르는 사암 조각들이 가끔 발견된다. 그런 조각을 발견하면, 충분한 불꽃이 있는지 그리고 단백석 층을 절반으로(그림 H) 잘라낼 수 있을 정도의 충분한 두께는 지니고 있는지 점검한다. 만약에 그렇다면, 돌은 잘라낼 수 있으며, 그래서 두 개의 단백석 캐버션들을 얻게 될 것이다. 이 형태는 사암이 마무리된 보석의 덧댐을 형성하도록 절단된다 (그림 I). 만약에, 광층이 얇거나 하나의 대에서만 불꽃이 있으면, 한 쪽의 사암부분을 제거하고 하나의 캐버션 연마가공을 한다 (그림 J).
|
|
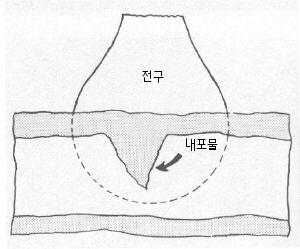
불꽃과 절단 가능성들을 연구할 때, 밝은 불빛 앞에 단백석을 붙잡는다. 돌이 아주 크거나 아주 불투명하지 않으면, 불빛이 그것을 통하여 비칠 것이기 때문에 흠들이나 내포물들을 관찰할 수 있을 것이다. 사암 맥석(matrix)의 일부가 단백석으로 뻗어 내려오는 경우도 가끔 있다. 이 지점들은 폐기되는 부분이다. 내포물 없이 돌을 어떻게든지 크게 절단할 수 있는지 결정하도록 노력한다.
|
|
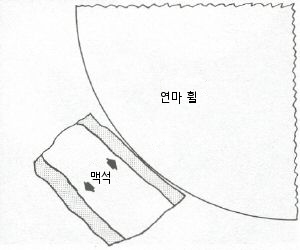
단백석을 철저히 관찰하여 어떻게 연마가공할 것인지 결정하면, 맥석을 절단해 없애야 한다. 이것은 일반적으로 연마 휠에서 이루어진다. 만약에 맥석이 아주 크면, 우선 100 또는 180의 거친 grit 휠을 사용한다. 휠은 손질이 되어 있어, 돌출부가 없이 매끄러워야 한다. 돌출된 연마 휠로 인해서 단백석이 깨질 수 있다. 아주 가벼운 압력만을 사용하고 물을 많이 사용한다. 맥석을 대부분을 연마하여 없애거나 또는 얇은 층만이 남아 있을 때, 220 grit의 미세한 연마 휠을 사용한다. 단백석의 상부, 바닥 그리고 모서리들로부터 맥석과 층을 제거한다.
|
|
편평한 랲 판과 중간 grit로 맥석과 층을 제거할 수도 있다; 220 grit는 잘 작용한다. 맥석을 제거하는 데에 편리한 다른 도구들은 3M Diamond Lapping Discs와 Crystallite Diamond Preforming Discs이다 (5. 묘안석과 성채석 - 3 절  를 참조). 단백석을 연마하기 시작하면, 불꽃 층을 연마하고 있지 않는지 수시로 점검한다. 가능하다면, 손으로 돌을 잡는다. 그러나, 작은 돌들, 특히 래핑하고자 하면, 돞할 필요가 있을 것이다. 래핑을 위하여, 나무토막에 돌을 돞하는 것이 좋다. 를 참조). 단백석을 연마하기 시작하면, 불꽃 층을 연마하고 있지 않는지 수시로 점검한다. 가능하다면, 손으로 돌을 잡는다. 그러나, 작은 돌들, 특히 래핑하고자 하면, 돞할 필요가 있을 것이다. 래핑을 위하여, 나무토막에 돌을 돞하는 것이 좋다.
|
|
래팽 grit는 돌을 흐릿하게 만든다; 자주 닦아내고 불꽃의 층을 가로질러 래핑하고 있지 않은지 점검한다. 맥석이 연마되어 없어지면, 최상의 불꽃을 찾았는지 다시 한번 점검한다. 이때에, 어느 면을 관부로 할 것인지를 결정할 수 있어야 한다. 다음에,불빛 앞에서 보석을 붙잡고 내포물들이나 흠들이 있는지 살펴본다. 하나의 큰 캐버션이 두 개의 작은 것들보다 가치있다. 그러나, 두 개의 작고 완벽한 돌들이 크고 흠이 있는 하나보다 가치있다.
|
|
작은 단백석들은 일반적으로 연마 휠에 직접 댄다. 여러 개의 보석들로 절단될 수 있는 것에서 나온 큰 것들 또는 여러 층의 불꽃으로 활용될 수 있는 돌들은 자른다. 보석재료를 보존하려면, 얇은 톱날을 지닌 패시터용 소형절단기를 사용해야 한다. 소수의 패시터용 절단기들은 작은 돌들을 잡을 수 있는 죔쇠(vise)를 지니고 있다.
|
|
대부분의 절단기들에서 손으로 돌을 잡는다. 단백석이 아주 비정형이면, 소형절단기 작업대에 올려 놓을 수 있는 모서리에서 작고 편평한 부분을 연마한다. 나무토막에 보석을 돞할 수도 있다. 아주 작은 압력을 사용하여 직선으로 잘라낸다. 절단 끝에 도달하면, 압력을 거의 없을 정도로 줄인다. 단백석은 다공성이므로, 절단기 냉각제를 흡수할 수 있다. 따라서, 톱날을 냉각하기 위하여, 많은 연마가공가들이 물 또는 가용성 경유를 사용한다.
|
|
단백석 돞핑(dopping)
호주산과 그 밖의 단백석들은 열에 민감하다. 열을 균일하게 받으면, 위험이 적지만, 균일하지 않으면 깨질 우려가 있다. 균일하지 않은 가열을 피하기 위하여, Gemstone Shop's Safe Dop과 같은 조절가능한 가열장치를 사용한다. 가열램프 아래에서 또는 미지근한 물 냄비에 넣고 물을 끊여서 돌을 따뜻하게 할 수도 있다. 이 기법들에 대한 자료는 '캐버션 연마가공 - 1. 원석 돞핑' 을 참조한다.
|
|
최대한의 안전을 위하여, 단백석들은 저온 돞할 수도 있다. Lapidabrade's Stike-Tite 저온 돞 접합제 (cold dop cement)는 이러한 목적으로 만들어졌다. 이폭시, 규산소다(sodium silicate) 또는 Duco 가정용 접합제도 다른 저온 돞핑 선호품들이다. 돌을 지지하기 위하여, 규산소다나 Duco 접합제를 옥수수 녹말에 혼합할 수 있다. 접착제를 돌의 바닥과 돞스틱의 끝에 바르고, 접착제와 옥수수 녹말 반죽을 스틱과 돌에 붙인다. 돌과 스틱을 합치고 돌을 지지할 수 있도록 반죽으로 형상을 만든다. 완전히 마를 때까지 둔다. 이폭시는, 직경이 큰 돞스틱을 지지하기 위하여 사용한다.
|
|
왁스로 돞한 돌을 떼어내기 위하여, 얼음물 잔에 그것을 잠시동안 넣는다. 왁스는 부서지기 쉽게 되어 돌을 떼어낼 수 있을 것이다. 단백석을 떼어내기 위하여 냉동기에 두지 말라. 단백석은 물을 함유하고 있으므로 얼면 깨진다. 이폭시로 돞한 돌을 떼어내기 위하여, Sherwin-Williams Wash-Away Paint Remover에 담그거나 미세한 이를 가진 톱날로 잘라낸다. Duco접합제는 애시토운(acetone), 따뜻한 물 속의 규산소다(sodium silicate)에 녹는다.
|
|

단백석 연마
단백석은 매끄러운 휠에서 연마해야 한다는 것을 너무 많이 강조하지 않을 수 없다. 입문자들에게는 220 grit 휠만을 사용하기를 권한다. 어느 정도 경험을 얻은 후에, 아주 소량의 재료를 제거하는 데에만 100 grit 휠을 사용할 수도 있을 것이다. 많은 실습을 한 후에, 어떤 연마가공가들은 100 grit 휠만을 사용하지만, 재료를 너무 많이 연마하여 없애지 않도록 주의해야 한다. 물을 많이 사용하고 가볍게 댄다. 젖은 상태에서 운전하더라도, 미세 grit 휠은 때때로 돌을 과열시킨다. 단백석이 너무 뜨겁지 않도록 수시로 점검한다. 주의 : 경험이 많은 연마가공가들은 종종 일정한 또는 빠른 속도로 연마 휠을 운전한다. 입문자들은 속도를 줄이는 것이 바람직하다.
|
|
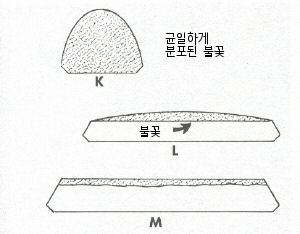
만약에 돌 전체에 불꽃이 균일하게 분포한다면, 원한다면, 관부가 높은 캐버션(그림 K)을 연마할 수 있다. 얼마나 관부를 높게 할 것인지에 대해서는 정해진 규칙은 없으며, 대부분 중간에서 낮은 관부로 연마된다. 불꽃이 얇은 층을 지닌 돌들은 낮은 상부를 지닌 캐버션들로 연마되어야 한다 (그림 L). 만약에 불꽃 층이 아주 얇으면, 상부를 편평하게 할 필요가 있다 (그림 M). 이것은 광상층 단백석들에는 일반적이다.
|
|
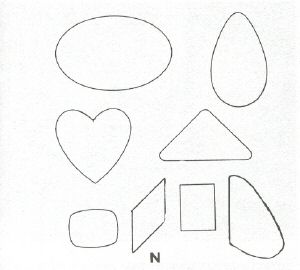
귀단백석들 연마하는 데에 있어서, 기억해야 할 가장 중요한 것은 재료를 보존하는 것이다. 만약에 당신의 돌이 훌륭한 불꽃을 지니고 있으면, 꼭 필요한 것 외에는 더 이상 연마하지 않는다. 타원형, 사각형, 자유형태, 등등으로 연마가공할 수 있다 (그림 N). 가능한 한 크게 하기 위하여, 돌의 불꽃과 자연형상(natural shape) 그대로를 따른다. 표준부착을 위하여 연마하는 것보다 훌륭한 보석에 맞는 난집을 만드는 것이 휠씬 더 경제적이다. 만약에 비범한 불꽃이 없는 값싼 재료를 연마가공하고 있다면, 표준 크기로 절단하는 것이 최상이다.
|
|
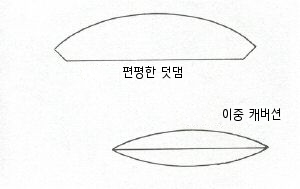
단백석들은 편편한 바닥이나 이중 캐버션으로 연마가공할 수도 있다. 보석 애호가들은 일반적으로 그것들을 앞뒤에 광택을 낸 이중 캐버션으로 연마가공한다.
|
|

미세연마 (smoothing)
아주 미세한 연마와 미세연마를 위하여, Cratex와 Brite Boy와 같은 고무접착 휠들을 사용할 수도 있다. 한 연마가공가는 거친 grit Cratex 휠로 좋은 단백석을 연마한다. 만약에 단백석을 서래믹(ceramic) 접착 실리컨 카바이드 (silicon carbide) 휠 또는 다이어먼드 휠로 연마하였으면, 물을 많이 사용하여 미세한 고무 접착 휠로 미세연마할 수 있다. 열 때문에, 고무접착 휠을 사용하는 것은 권하지 않는다. 고무 접착 휠을 사용한 후에, 연마헝겊으로 미세연마를 마무리하는 것은 바람직할 수도 있다.
|
|
보석 연마가공가 대다수가 아마도 단백석을 미세연마하는 데에, 실리컨 카바이드 연마헝겊을 사용할 것이다. 입문자들에게는 물을 많게 하고, 잘 닳은 젖은 헝겊이 바람직하다. 비록 시간은 많이 걸리지만, 잘 닳는 400과 600 grit를 사용하여야 깊은 긁힌 자국을 방지할 수 있다. 많은 연마가공가들이 220 grit로 좋은 결과를 얻고 있다. 모든 grits에 걸쳐서 가볍게 접촉하고, 편평한 부분들이 생기지 않도록 흔들고 돌린다. 만약에 고무 접착 휠에 단백석을 미세연마하고 있다면, 잘 닳은 600 grit 헝겊으로 마무리를 한다. 만약에 건식 샌더를 사용하고 있다면, 자주 열을 점검한다. 건식 샌더에서는 각각에 짧은 시간만을 작업하면서 여러 개의 돌들을 미세연마하는 것이 최상이다.
|
|
소수의 연마가공가들이 사용하는 오래된 미세연마 방법은 나무에 실리컨 카바이드 grit이다. 끝에 결이 있는 나무로 된 랲이 최상으로 작용한다. 랲은 돌의 형상대로 홈이 나야 한다. 두 개의 랲들이 필요하다, 하나는 중간(320) 그리고 다른 하나는 미세한 grit (400 또는 600)용이다. Grit을 물에 혼합하여 그것을 나무에 솔질한다. 그리고 나서 전동기를 구동한다. 8 인치(203.2 mm)의 랲은 약 250 rpm으로 회전해야 한다. 편평한 부분이 생기지 않도록 돌을 앞뒤로 흔든다. 중간 grit에서 미세연마를 잘하고 난 뒤에, 모든 것을 세척하고 미세한 것으로 반복한다. 미세한 매트로 반들반들하게 광택이 나도록 한다.
|
|
차갑고, 매끄럽고, 빠른 절단을 할 수 있고, 다이어먼드 연마 휠들과 다이어먼드 연마재를 할 수 있는 여러 가지의 미세연마와 광택 부속물들로 인해서 이제는 아주 대중적이다. 이 도구들과 방법들은 5절과 특수한 보석연마가공에 다룬다.
|
|
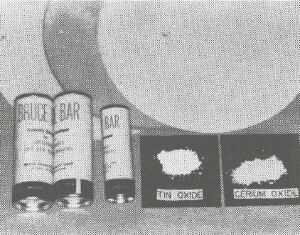
광택 전에, 돌에 마지막 광을 주기 위하여 어떤 전문가들은 예비광택(prepolishing)을 한다. 예비광택용으로 가죽(거친 면), 펠트, 캔버스 천 또는 Pellon 버프를 사용한다. 약간의 미세한 grit (1,000 또는 더 미세한)의 실리컨 카바이드와 물을 혼합하고 버프가 움직이지 않는 동안에 혼합물로 그것에 솔질한다. 전동기를 구동하고(전동기 속도 또는 더 천천히) 돌을 버프에 대고 흔들고 돌린다. 때때로 grit 혼합물로부터 약간 물을 더하고 때때로 약간 grit를 더한다. 물과 grit 혼합물 대신 사용하기 편한 1,000 grit Bruce Bar를 사용할 수도 있다. 돌을 묻지를 때마다 물을 더한다. 실리컨 카바이드 대신 트리퍼리(tripoli)를 사용할 수도 있다.
|
|
광택
단백석의 광택용으로 항상 선호되는 것은 아마도 펠트버프에 산화 시리엄(cerium oxide)인 것 같다. 그러나, 많은 다른 조합들이 사용된다; 가죽에 Linde A; 가죽, 머즐린(muslin), 펠트,우단, 캔버스 천 또는 Pellon에 산화주석; 일반 버프에 산화 시리엄 또는 미가공, 등등. 머즐린에 루즈(louge)는 일부가 다른 조합들 중의 하나를 사용한 후에, 최종광택 때에 사용한다. 광택조합은 예비 미세연마 작업만큼 그다지 중요하지 않다. 만약에 돌이 잘 미세연마되지 않았으면, 좋은 광택을 얻을 수 없다. 앞에서 언급했듯이, 단백석의 예비광택과 광택 모두에 다이어먼드 연마재가 크게 대중화되고 있다. 이제 많은 연마가공가들이 수지처리된 판이나 목재 휠에 다이어먼드 휠들을 사용하고 있다. 만약에 목재 휠을 사용하고 있다면, 여러 개의 돌들을 작업하다 보면, 그것들이 따뜻할 때, 돌리는 경우도 있을 것이다. 이 방법은 아름다운 광택을 만든다.
어떠한 광택조합을 사용하든지, 보석을 차게 한다. 펠트버프들은 단백석이 갈라질 정도로 작은 면적에 많은 열을 발생한다. 일반적인 방법과는 반대로, 많은 직업전문가들과 전문가들이 버프를 빠르게 습식 운전한다. 6-8 인치 버프에 약 1,750 rpm이 일부 직업전문가들이 기술하는 속도이다. 그러나, 버프는 젖어 있어야 한다. 만약에 광택 복합물과 물의 혼합물을 사용한다면, 혼합물의 상부에 자주 물을 더한다. 만약에 Bruce Bar를 사용한다면, 솔이나 압축되는 병으로 신선한 물을 더한다.
단백석용의 버프는 grit로 오염되지 않도록 한다. 소수의 grit 이라도 엄청난 긁힌 자국들을 낼 수 있다. 모든 것을 꼼꼼하게 세척한다.
이 절의 지침서는 주로 유색효과를 지닌 호주산 단백석에 관한 것이다. 다음 절에서는 다른 형태의 호주산 단백석들과 세계의 다른 산지로부터의 단백석들도 검토할 것이다. 작은 단백석 조각들의 사용, 이중 붙임돌 만들기, 단백석 보존하기와 그 외의 중요한 주제들을 다룰 것이다.
|
|
6. 단백석 연마가공 - 1 절 (Cutting Opal, Part 1)
|
|