|
5. 묘안석과 성채석 - 3 절 (Cat's Eye and Star Stones,Part 3)- 경질보석 연마가공
|
|
앞의 절에서는, 월장석(moonstone)과 석류석(garnet)과 같은 일반적인 묘안(cat's eyes)와 성채(star)석들의 대부분에 대한 연마가공요령들을 기재하였다. 3 개의 일반적인 변채석(chatoyant stone)들, 금록석(chrysoberyl), 홍옥(ruby)와 청옥(sapphire)는 특수한 기법이 요구된다. 이 보석들은 모두 극도로 단단하다; 금록석은 모스(mohs) 경도로 8 1/2, 홍옥과 청옥 모두는 9 의 경도를 지닌다.
탄화규소(silicon carbide), 연마 휠과 미세연마 헝겊에 사용되는 연마재,는 경도가 9 를 약간 넘는다. 그러므로, 이 연마재로 만든 휠들과 헝겊은 단단한 돌들에 사용할 때는 빠르게 닳고 절단작업은 느리다.
비록 실리컨 카바이드를 사용할 수 있다고 하더라도, 단단한 보석들을 연마, 샌딩과 광택내는 데에 선호되는 연마재는 다이어먼드 grit이다. 다이어먼드 연마재는 처음에는 더 비싸지만, 오래가며 공급업자에 따라서 장기간으로는 비싸지 않다. 다이어먼드가 공구들에 한번 철저히 스며들면, 적은 양만이 가끔 필요하다.
|
|
예비성형(preforming)
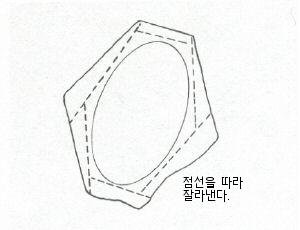
연마 휠의 마모를 줄이기 위하여, 소형절단기로 가능한 한 예비성형을 많이 한다. 유용하다면, 재료의 낭비를 줄이기 위하여 얇은 톱날을 지닌 패시터용의 소형절단기를 사용해야 한다. ( 캐버션 연마가공 - 6. 소형 절단기의 사용) 을 참조. 바닥을 절단하거나 연마하고 방향을 잡은 후에, 돌의 바닥에 캐버션 윤곽선을 표시한다. 그리고 나서, 가능한 많은 재료를 절단하여 윤곽선에 가깝게 잘라낸다. 을 참조. 바닥을 절단하거나 연마하고 방향을 잡은 후에, 돌의 바닥에 캐버션 윤곽선을 표시한다. 그리고 나서, 가능한 많은 재료를 절단하여 윤곽선에 가깝게 잘라낸다.
|
|
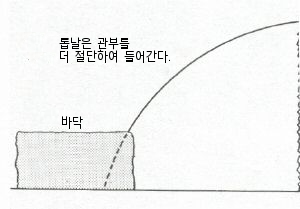
그 것을 한 후에, 절단기 작업대에 바닥을 위로하여 돌을 놓고 주변의 패인 부분들을 절단한다. 윤곽선을 절단하지 않도록 한다. 톱날의 곡률로 인하여, 패인 부분들은 보석의 바닥보다 관부가 원하는 것보다 더 절단되어 들어간다. 패인 부분사이의 재료는 플라이어로 잘라내어 경사진 면들을 지닌 예비성형으로 만들 수 있다. 주의 : 이 방법은 대형과 중형의 돌들에 작업이 잘 이루어진다. 대부분의 경우에, 소형 돌들은 연마 휠로 직접 작업한다.
|
|
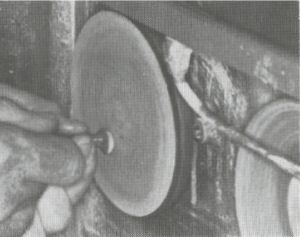
연마(grinding)
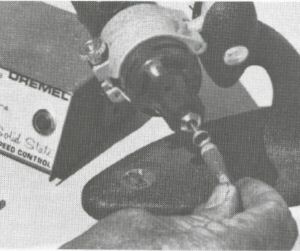
단단한 보석들에 대해서는, 다이어먼드 연마 휠이 가장 빠르고 가장 효율적이다. 이 Crystalite 다이어먼드 원판은 중간에서 거친 grit의 금속접착 휠이다. 실리컨 카바이드보다 더 비싸지만, 시간절약과 다이어먼드 휠의 긴 수명으로 인해서 많은 수의 보석들을 절단한다면, 훨씬 더 가치가 있다. 다이어먼드 휠은 건식으로 사용해서는 결코 안된다. 고루 닳도록 돌을 휠의 모든 면을 가로지르게 한다.
|
|

적당하게 압력을 가한다. 긴 수명을 위해서 곧은 회전 축은 필수적이다. 제조업체들은 이 휠에 약 700 rpm의 속도를 요구하고 있다. 다이어먼드 휠은 비싸기 때문에 많은 연마가공가들이 실리컨 카바이드 휠을 사용하고 있다. 마모를 줄이기 위하여, 휠은 아주 빠른 속도로 돌아가야 한다 (물론, 규정된 안전한계 내에서). 가볍게 접촉하고 돌이 휠의 모든 면을 가로지르게 한다. 휠을 자주 손질해야 할 것이다. 비록 100 grit 휠이 일반적으로 사용되고 있지만, 어떤 전문가들은 220 grit 휠만 사용하기를 충고한다; 느리지만, 미세 휠은 너무 깊게 절단하지 않고 긁힌 자국을 잘 내지 않는다. 주의 : 홍옥과 청옥의 공통적인 특성은 경도에 뚜렷한 변화가 있다는 것이다. 부드러운 부분의 재료를 너무 많이 연마해 내는 것을 막기 위하여, 연마와 미세연마시에 돌을 연속적으로 회전시킨다.
|
|
미세연마(smoothing)
연마 휠로 편평한 부분들을 제거하는 간단한 방법은 먼저 손으로 보석을 샌딩하는 것이다. 작은 120 건식 실리컨 카바이드 헝겊의 조각을 손에 컵 모양으로 씌우고 돌을 헝겊에 대고 흔들고 돌린다. 짧은 시간에 편평한 부분이 사라질 것이다.
|
|
비록 공정은 늦지만, 실리컨 카바이드 샌딩헝겊에 미세연마를 할 수 있다. grit는 빠르게 갈려져 나가서 새로운 헝겊을 사용해야 한다. 습식이건 건식이건 간에, 220 그리고 나서 400과 600 grit 헝겊으로 샌딩한다. grit 사이에는 손과 돌 그리고 돞스틱을 세척해야 한다.
|
|
고무 접착 휠들
Cratex와 Bright Boy 휠과 같이, 실리컨 카바이드가 함유된 고무 접착 휠들은 단단한 돌들의 미세연마에 잘 작용한다. 휠들은 샌딩헝겊과 같이 빠르게 마모되지도 않고 grit가 잘 갈려져 나가지도 않는다. 그러나 휠에 약간의 탄력이 있어서 편평한 부분들을 방지하기 위하여 보석을 연속적으로 돌려야 한다. 일반적으로 거친 것과 미세한 휠이 사용된다. 거친 휠에서의 모든 미세연마는 습식으로 해야 한다. 미세 휠에서의 처음 미세연마도 습식으로 해야 한다.
|
|

보석은 그리고 나서 건식으로 운전되는 미세 grit 휠에서의 미세연마에 의해서 광택이 날 수 있다. 이 작업에는 많은 열을 생긴다; 돌을 자주 점검하고 균열과 돞 왁스가 녹는 것을 방지하기 위하여 냉각한다. 만약에 돌에 균열이 생기면, 균열된 부분이 잘라져 나가 균열이 확대되므로, 고무접착 휠에서 건식작업을 하여서는 안된다.
|
|
다이어먼드에 의한 미세연마
오늘날 다이어먼드 grit와 다이어먼드 복합물들(diamond compounds)는 아주 일반적이며 여러 종류의 미세연마와 광택용 공구들에 사용된다. Grit크기는 325에서 100,000까지 있다.
다이어먼드 분말은 운반매체(carrying medium)에 혼합되어야 한다. 어떤 연마가공가들은 작은 그릇에다 등유나 경유에 그것을 섞는다. 곧 grit는 바닥에 가라앉는다. 공구에 연마재를 적용하기 위하여, 손가락이나 단단한 가죽조각으로 바닥을 휘젓는다. 때때로 그릇의 위 부분에 담가다 내어 등유 또는 기름을 윤활제로서 더한다. girt는 또한 맆스틱으로 된 작은 용기에서 섞일 수도 있다. 맆스틱은 훌륭한 운반용기가 된다.
|
|
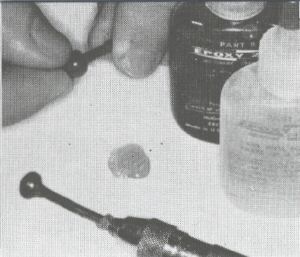
다이어먼드 복합물들은 사용하기가 아주 편하다. 그들은 사용하기 편리한 주사기에 넣어져 있어서 공구에 직접적으로 적용할 수도 있다. 운반매체는 세척을 도와주는 수용성이다.
많은 형태의 장비들이 다이어먼드 연마재와 복합물에 의한 미세연마와 광택에 사용되고 있으며 새로운 고안들이 계속적으로 소개되고 있다. 빠른 절단과 청결성으로 인해서, 이 방법은 점점 일반화되고 있다.
|
|

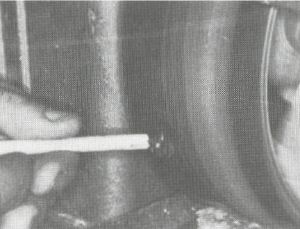
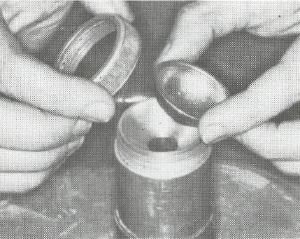
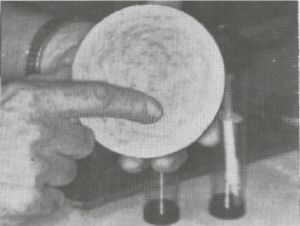
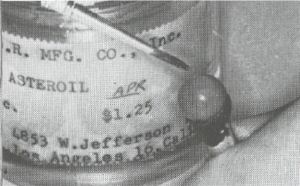
청옥(sapphire)용 컵들
M.D.R. manufacturing Co.에서 나온 이 컵들은 단단한 돌들의 미세연마와 광택용으로 특별히 만들어졌다. 얼루머넘(aluminum) 용기는 패시팅(faceting)기계 또는 1/2인치(12.7 mm)의 수직 연마 축의 축에 나사로 고정된다. 그리고 나서 구리 컵은 용기에 삽입되어 고정 링에 의해서 제자리에 있게 된다. 각 grit마다 다른 컵을 사용해야 한다.
|
|
|
|

약간의 600 grit 다이어먼드 복합물 또는 다이어먼드 grit 혼합물을 컵에 넣고 기계를 운전한다. 만약에 가능하면, 컵이 충전될 때까지 약 600 rpm으로 기계를 운전한다. 스며들게 하기 위하여, 회전하는 컵의 안을 캐버션으로 문지른다. 이것은 구리 컵에 다이어먼드 입자들이 스며들도록 눌러 줄 것이다. 다이어먼드 입자들이 구리에 스며들면, 속도를 1,100 rpm으로 높일 것을 제조업자는 권하고 있다. 다른 전문연마가공가는 청옥(sapphire) 컵을 1,750 rpm으로 운전한다. 처음 소수의 캐버션들에 대해서는, 여러 차례 다이어먼드를 넣을 필요가 있다. 짧은 시간에 컵에 잘 스며들게 되며 새로운 다이어먼드는 가끔 필요할 때마다 넣는다. 다이어먼드는 빠르게 부서지지 않기 때문에 작은 양으로 많은 양의 절단을 한다.
|
|
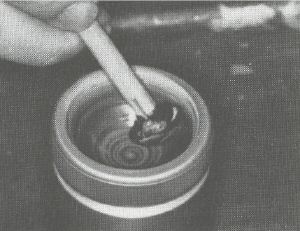
돌을 둥글게 돌리면서 컵의 한 면에서 다른 면으로 움직인다. 조만간, 돌에서 연마되어 나온 재료는 절단작용을 방해하는 오니(sludge)를 형성하게 될 것이다. 올리브유, 등유 또는 광물유를 약간 넣어서 오니를 세척한다. 앞의 연마시의 표시들이 제거되면, 용기에서 컵을 꺼내고 용기, 돌, 기계와 손을 철저히 세척한다. 새로운 컵을 삽입하고 1,200 grit로 충전한다. 돌을 미세연마하고 600 grit 표시들을 제거한다. 다시, 모든 것을 세척하고, 6,400 또는 8,000 grit로 다른 컵을 충전하고 다시 캐버션을 작업한다. 6,400 또는 8,000 grit로 작업을 마치면, 미세광택을 해야 한다. 오염을 방지하기 위하여 컵들을 격리하여야 한다.
|
|
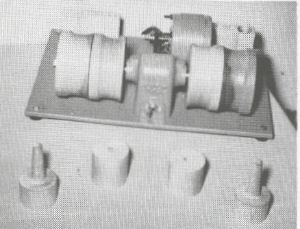
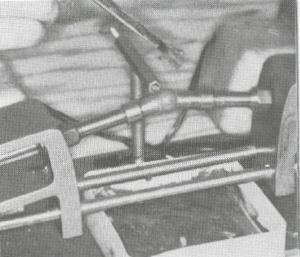
홈(groove)가 있는 경질목재 휠들이 여러 가지의 기계들에 사용된다. 홈들은 수직으로 운전되는 휠들에 대해서는 테두리에, 수평 또는 수직으로 조립된 것들에는 수평에 있다. 또 다른 혁신은 홈이 나있는 피놀섬유(phenol fiber) 랲(lap) (아래의 그림)이다. 작업대에 설치되는 전기 핸드드릴에 사용하는 목재로 된 작은 스풀(spool)들을 사용할 수 있다 (Rohde's Lapidary). 장비는 일반적으로 속도조절이 가능하다.
|
|
절대적의 청결은 필수적이다. 다른 크기의 grit 용의 휠들은 밀봉된 용기에 분리되어 보관되어야 한다. 손, 돌과 돞 스틱은 꼼꼼하게 세척되어야 한다. 옆에 두 개의 홈들이 있는 휠들에 대해서는, 안쪽의 홈에 미세한 grit를 충전하고, 바깥쪽에 있는 홈에 거친 것을 충정해야 원심력에 의해서 거친 것이 미세한 것으로 떨어지지 않는다.
|
|

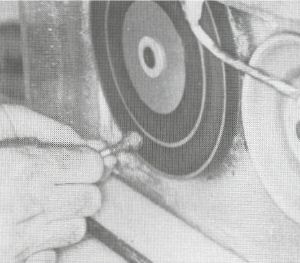
휠을 충전하기 위하여, 우선 다이어먼드 확장액 (diamond extender fluid)로 (다이어먼드 공급업자들로부터 구입할 수 있다) 홈들을 적신다. 휠이 천천히 회전하는 동안에, 절단하려고 하는 캐버션으로 액체를 뿌린다. 약 1/8 인치(3.18 mm)의 복합물 덩어리를 캐버션에 놓고 휠이 회전하는 동안에 홈에 뿌린다. 돌에서 복합물이 없어지면, 또 다른 것을 적용한다. 처음사용하는 돌에는 이것을 수 차례 반복해야 할 것이며, 두 번째에는 다소 적게 그리고 최종적으로는 재충전없이 여러 개의 보석들을 절단할 수 있을 것이다. 보관용기에 혼합된 포장되지 않은 분말 다이어먼드 grit (loose diamond grit)를 사용한다면, 아마도 당신은 그 보관용기를 액체 확장기(fluid extender)로 사용하려고 할 것이다.
|
|
적어도 두 개의 grits가 필요하다. 1,200과 8,000. 600, 1,200, 3,000과 8,000을 사용한다면, 더 좋은 광택을 얻을 수 있을 것이며, 14,000으로 마무리하면 더 좋다. 이 순서는 미세연마와 광택 모두에 해당한다.
휠을 운전하기 시작할 때는 낮은 속도로 하여, 다이어먼드가 휠에 스며들고 돌이 매끄러워지면 속도를 높인다. 다소 많은 열이 발생한다; 교대할 수 있는 만큼 돌을 여러 차례 작업하려고 노력한다. 보석들을 앞뒤로 흔들어야 모든 표면들이 미 마무리된다. 절단속도가 더디면, 복합물을 사용한다면 다이어먼드 확장액 한 방울 또는 grit 혼합물용의 경유 한 방울을 넣는다. 연마재로부터 돌을 보호하는 완충재로서 작용할 우려가 있으므로 너무 많은 윤활제를 넣지 않는다.
새로 충전된 휠에서는 연마재가 나와서 돌에 달라붙는다. 손 끝(깨끗해야 한다)으로 grit 나 복합물이 휠에 스며들게 한다.
모든 긁힌 자국들이 완전히 사라질 때까지, 각 돌마다 600 grit로 작업한다. 각 grit마다 하나의 휠을 사용한다면, 휠을 떼어내어 각각의 보관용기에 보관한다. 손과 돌을 철저히 세척하고, 다음 grit로 공정을 반복한다.
제조업체들은 그들의 휠마다 다른 속도들을 권장하고 있다; 그들의 지침서를 따른다. 빠르게 운전하지 않아야 연마재가 떨어져 나가지 않는다. 휠을 충전하기 위해서 실제로는 너무 많은 grit 나 복합물이 필요하지 않다는 것을 알게 될 것이다.
피놀 휠(phenolic wheel) (Starlaps) 제조업체, Pacific Test specialties는 다음의 장치를 권장한다: 다이어먼드 휠로 연마 - 260 grit로 거친, 1,500 grit로 마무리; 그리고 나서 Starlaps로 - 1,200 grit로 예비광택 그리고 8,000 grit로 광택.
같은 회사에서 Crystalpads를 공급하는 데, 그것은 다이어먼드 복합물과 함께 단단한 돌들의 미세연마와 광택내는 데에 사용할 수 있는 수지처리 원판들이다. 그것들은 같은 회사에 생산하는 단단한 고무원판들에 부착되어야 한다. 연마한 후에 (위를 참조), 600 grit의 다이어먼드가 함유된 줄칼(암석상점에서 구할 수 있다)로 거친 부분들을 매끄럽게 제거하기를 제조업체는 권하고 있다. 이 원판들과 사용하기를 권장하는 grits은 600 예비광택; 3,000 광택; 8,000 고급 광택.
|
|

Crystalpads를 충전하기 위하여, 충전용의 약 2/10 그램(gram)을 사용하여 작은 다이어먼드 복합물의 점들을 바른다.
|
|
손 끝으로 복합물이 원판 전체에 걸쳐 골고루 퍼지게 한다. 다음에, 다이어먼드 확장액 몇 방울을 넣고 손가락으로 연마재의 확산작업을 마무리한다.
|
|
권장하는 속도는 300 과 600 rpm 사이이다. 돌을 작업할 때는 그것을 돌리고 자주 점검한다. 돌이나 원판에 확장액 한 방울을 떨어뜨려 보석을 냉각할 수 있다. 단단한 돌들에는 많은 열이 발생하는 관계로 제조업체는 이폭시로 돞하기를 권장한다 (이 절 말미의 '돞핑'을 참조).
다이어먼드와 복합물에 사용되고 있는 다른 매체는 단단한 가죽버프이다. 또한, 3M회사에서 생산하는 Imperial Cabbing 원판들과 띠(strip)들이 있다 (암석상점에서 구입할 수 있다).
|
|
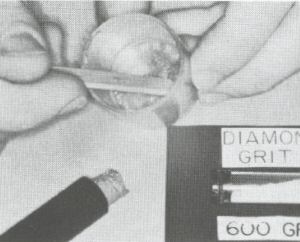
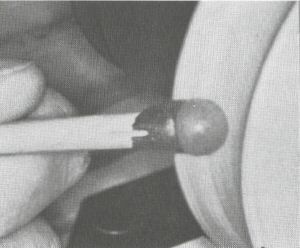
청옥 구 (sapphire sphere)
돌에서 성채를 정확하게 찾고 방향잡기를 하기 위하여, 그것을 구로 연마가공할 수 있다 (4. 묘안석과 성채석 - 2 절(Cat's eye and star stones, Part 2) 을 참조). 단단한 보석재료를 구로 만들기 위하여, 일반적인 구를 만들듯이 거친 연마 휠로 예비성형을 만든다 (특수한 보석 연마가공을 참조). 암석 취미점에서 소형 구 제조기를 구입할 수 있으며 그들은 이 목적에 적합하다. 여기에서는 60-90의 거친 실리컨 카바이드 grit가 성채 청옥의 구를 연마가공하는 데에 사용된다. 거친 grit로 구를 만든 후에, 철저히 세척하고 돞한다.
|
|
그리고 나서 위에서 기술한 방법들 중의 하나로 표면의 한 쪽(반)을 미세연마와 광택낸다. 구형(spherical shape)을 유지하기 위하여 돌을 계속적으로 움직인다. 한 쪽이 광택되면, 돞스틱에서 구를 떼어내어 다른 반쪽을 광택내기 위하여 다시 돞한다. 일치하는 한 쌍의 성채석을 만들기 위하여 그것을 반으로 잘라내거나 진품으로 그대로 둘 수도 있다 (4. 묘안석과 성채석 - 2 절(Cat's eye and star stones, Part 2) 을 참조). 많은 재료가 잘려 나가기 때문에, 비싼 재료들에는 이 방법을 권하지 않는다.
|
|
원형 돌들(round stones)의 연마
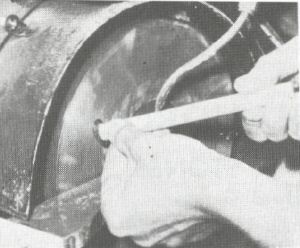
반구형 상부를 지닌 소형에서 중형의 원형 캐버션들을 연마가공하려고 한다면, 다양한 다이어먼드 연마 캐버션 연마가공기들이 있다. 이들은 작업대 설치형 전기 핸드 드릴들과 절단기를 붙잡기 위한 물림쇠(chuck)이 있는 다른 장비들이다. 원석 덩어리들은 짧은 돞 스틱들에 부착되어 회전하는 절단기에 밀려 들어간다. 그것들은 몇 분 내에 연마되며 물에 다시 담그었다가 형상이 이루어질 때까지 절단기, 등등에서 작업된다.
|
|
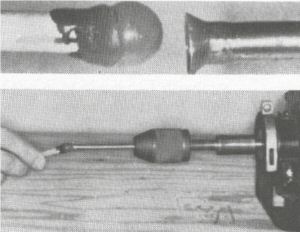
원형 캐버션은 위에서 기술한 방법들에 의해서 미세연마와 광택될 수 있거나 또는, 끝을 확장시킨 구리 관의 조각을 사용할 수 있다. 관의 끝은 철물점에서 구입할 수 있는 확장공구로 모양을 만든다 (때때로, 철물 할인 판매대에 가면 비싸지 않는 확장기를 구입할 수 있다). 관을 모터 축 또는 받침대가 있는 전기 드릴의 물림쇠(chuck)에 고정한다. 캐버션에 다이어먼드 복합물을 약간 묻히고 관 속에 작업한다.
|
|
돞핑(dopping)
다른 보석을 연마가공할 때와 같은 연마가공 단계에서 단단한 재료의 캐버션을 돞한다. 대부분의 홍옥(ruby), 청옥(sapphire)과 금록석(chrysoberyl)들은 크기가 작다. 초기에 돞하기를 종종 권하고 있다. 작은 돌들의 돞핑에 대한 요령들에 대해서는 " 캐버션 연마가공 - 1. 원석 돞핑를 참조한다. 높은 온도가 발생하므로, 단단한 돌들은 종종 이폭시로 돞한다. 미세한 톱날이나 Sherwin Williams Wash-Away Paint Remover로 돌을 떼어낼 수 있다.
|
|
유용한 요령들
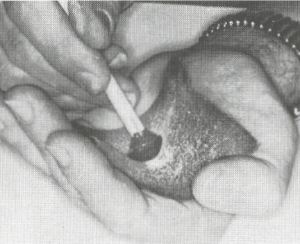
연마가공할 때, 자주 돌을 점검하여 성채 또는 묘안을 본다. 그것에 기름을 바르고 강한 불빛 아래에서 살펴본다. 암석상점에서 구입할 수 있는 담금액들 중의 하나라도 이 목적에 훌륭하다. 일반적으로 600 grit 다이어먼드 후에, 현상(phenomenon)이 뚜렷해질 것이다. 성채나 묘안이 중심을 벗어나면, 바닥의 방향을 다시 잡는다.
|
|
홍옥과 청옥의 경도는 변한다는 것을 기억한다. 연마와 미세연마하는 동안에, 돌을 한 방향에 있게 두어서는 안된다. 그렇지 않으면, 부드러운 부분이 확장된다. 어떤 연마가공가들은 환상부(girdle)부터 작업을 시작하여, 돌을 돌리면서 점차 각을 크게 하여 원형으로 만드는 것을 선호한다 - 이 방법은 사과껍질 벗기기(peeling the apple)라고 불린다. 그러나, 한 전문가는 '호주산 검정색 성채 청옥과 일부 홍옥에서의 박판 분리(lamellar parting)으로 인해서, 관부(crown)에서 환상부로 작업해야 한다'고 충고하고 있다. 연마가공가는 자기 개인적인 촉각에 최선인 순서로 작업해야 한다. 정말 좋은 것을 연마가공하기 전에 비싸지 않은 돌들로 연습하는 것을 좋다.
선호되는 다이어먼드 grit의 크기는 600, 1,200과 6,400인 것 같다. 어떤 경험이 많은 연마가공가들은 바로 1,200 다이어먼드로 갈 수 있을 정도로 돌들을 잘 미세연마할 수 있다. 다른 전문가들은 6,400 대신 8,000을 선호하며 어떤 사람들은 모두를 사용한다. 어떤 보석세공가들은 1,200과 6,400 또는 8,000사이에 3,000 grit를 사용한다. 14,000 grit는 아주 미세하여 고급의 최종 마무리에 사용된다. 어떤 grits를 사용할 것인가는 당신의 개인적인 촉각과 얼마만큼 다이어먼드 연마재를 연구하는 가에 달려 있다. 입문자들에게는 3 개의 일반적인 크기들로 시작하는 것이 안전하다.
비록, 공정은 늦더라도, 단단한 버프에 트리펄리(tripoli) 또는 Linde A로 단단한 돌들은 광택낼 수도 있을 것이다. 아마도 광택은 다이어먼드로 하는 것보다 그다지 좋지는 않을 것이다. 오래 전의 보석세공가들은 단단한 펠트에 트리펄리로 청옥들을 광택을 내었다.
|
|
5. 묘안석과 성채석 - 3 절 (Cat's Eye and Star Stones,Part 3)- 경질보석 연마가공
|
|